
Here is a compilation of essays on ‘Production Planning and Control’ for class 9, 10, 11 and 12. Find paragraphs, long and short essays on ‘Production Planning and Control’ especially written for school and college students.
Essay on Production Planning and Control (PPC)
Essay Contents:
- Essay on the Meaning of Production Planning and Control (PPC)
- Essay on the Objectives of Production Planning and Control
- Essay on the Stages of Production Planning and Control
- Essay on the Requirements of Production Planning and Control
- Essay on the Applications of Production Planning and Control
- Essay on the Significance of Production Planning and Control
- Essay on the Advantages of Production Planning and Control
- Essay on the Limitations of Production Planning and Control
Essay # 1. Meaning of Production Planning and Control (PPC):
Production planning and control is concerned with directing production along the lines set by the planning department. Production planning and control, as the name implies, is concerned with two aspects of production, namely, planning of production and control of production. The main purpose of production control is that the product should be produced by the best and cheapest method and it should be of the required quality and produced at the right time.
ADVERTISEMENTS:
In order to achieve this purpose, management plans production in advance of operations, sets the exact route or path of each item, fixes the time schedules for each item, issues the necessary orders and instructions and initiates the required follow-up to ensure smooth production.
Production control implies two things. Firstly, it presupposes the existence of production planning as to foresee each step before actual operation starts. Secondly, it provides techniques of control to see that plans are implemented effectively and to correct deviations from the established standards.
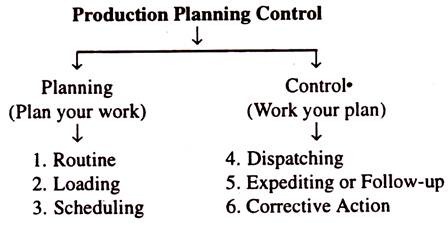
According to Alford and Beatty, ” Production planning and control comprise the planning, routing, scheduling, dispatching and follow-up functions in the production process so organised that the movements of material, performance of machines and operations of labour, however sub-divided, are directed and coordinated as to quantity, quality, time and place. It is adopting as a business principle the old adage of plan your work and work your plan.”
Charles A. Koepke defines production planning and control as the coordination of a series of functions according to a plan which will economically utilise the plant facilities and regulate orderly movement of goods through their entire manufacturing cycle-from the procurement of all materials to the shipping of finished goods at a pre-determined rate.
ADVERTISEMENTS:
Thus, it is obvious that production planning and control consists of six functions, viz., routing, scheduling loading, dispatching, follow up or expecting and corrective action. These functions are not strictly independent activities in practice, though, in big concerns different groups of employees may be working on these.
Essay # 2. Objectives of Production Planning and Control:
The main objective of production planning and control is to ensure that production is carried out according to pre-determined schedules to produce the required quantity of product of the required quality.
In other words, the objective of production planning and control is to establish routes and schedules for work that will ensure the optimum utilisation of materials, men and machines and to provide the means for ensuring the operation of the plant in accordance with these plans.
The other objectives of production planning and control are:
ADVERTISEMENTS:
(i) To ensure smooth flow of work,
(ii) To maintain adequate inventory of raw materials to ensure the continuous flow for production,
(iii) To maintain production and employment levels that are relatively stable and consistent with the volume of sales, and
(iv) To evaluate the performance of various work units.
Essay # 3. Stages in Production Planning and Control:
The basic phases of production planning and control may be identified as (i) routing, (ii) loading, (iii) scheduling, (iv) dispatching, (v) follow-up or expediting, and (vi) corrective action.
ADVERTISEMENTS:
These functions are discussed below:
(i) Routing:
Production routing involves the laying down of path which work will follow and the order in which various operations will be carried out. It consists of the determination of operations through which the product must pass and the arrangement of operations in the sequence that will require minimum of handling, transportations, storage and deterioration through exposure. It is the job of routing personnel to determine the production routes in the organisation.
ADVERTISEMENTS:
A route for the movement of a manufacturing lot through the factory results from the determination of where each operation on a component part, sub-assembly is to be performed.
Routing may be generalised or detailed, depending upon the quality of product to be manufactured, production system in use and other factors. Generalised routing may be established either by building or by departments such as machine shop, assembly or others. Detailed routing indicates the specific work station or machine to be used for each operation.
The purpose of routine is to determine an economical sequence of operations. Efficiently routing permits the best utilisation of physical human resources employed in production. Routing is an essential element of production control because other production control functions are dependent on routing function. The persons who make out a list of operations must be thoroughly familiar with all the operations and various machines in the plant so that they are able to establish routes which will ensure maximum utilisation of the plant and machinery.
(ii) Loading:
Loading deals with the amount of work assigned to a machine or a worker. It deals with the record of workload of different workshops. The total time required to perform the operations is computed by multiplying the unit operation time given on the standard process sheet by the number of parts to be processed. The total time is then added to the work already planned for the work station.
ADVERTISEMENTS:
The process results in a tabulated list or chart showing the planned utilisation of machines, work stations in the plant. From the chart, it is easy to assess the spare capacity of the plant. If the loading charts indicate sufficient spare capacity, efforts may be directed through the sales department to obtain more orders for the utilisation of spare capacity.
Under load of certain departments may also arise from ineffective planning. In such a case, the remedy lies in proper planning.
But if, on the other hand, there is an overload in any workshop, action on any one or more of the following lines may be taken to relieve the bottleneck:
(a) Arranging for overtime work;
ADVERTISEMENTS:
(b) Introducing an additional shift;
(c) Transferring operations to another shop; and
(d) Sub-contracting of the excess load.
(iii) Scheduling:
Scheduling being the last of the planning functions consists of the assignment of starting and completion times for the various operations to be performed. It is significant to point out that there exists a considerable integration between routing and scheduling activities.
One cannot lay the route of an item efficiently through a plant without consulting previously designed schedules and scheduling is equally difficult without a knowledge of required routing. Scheduling determines when an operation is to be performed, or when work is to be completed; the difference lies in the detail of the scheduling procedure.
Where routing, loading and scheduling are centralised, a production schedule will specify the starting and finishing time for an operation. In other cases, it will simply provide a budget of time required to complete a job of work.
ADVERTISEMENTS:
Preliminary information required in the construction of a production schedule is obtained from the following three sources:
(i) The planning department,
(ii) The date of delivery specified by the customer in the order, and
(iii) The minimum time, in terms of past experience, required for production.
Other factors which must be taken into consideration for preparation of detailed schedules are: availability of equipment, availability of specialised skill and availability of required materials.
There may be two types of schedules:
ADVERTISEMENTS:
(a) Plant schedule and
(b) Master schedule.
The first one is the schedule relating to a particular plant, but the latter lists the production of a given product in one or more divisions of the concern. Master schedule may cover a period of twelve months or more. Two important guidelines for effective scheduling are that they should be simple to follow and should be flexible.
A good schedule must make provision for emergencies arising in normal operation, such as rush of orders for a particular type of product, breakdown of machine or power, absence of workers, etc.
(iv) Dispatching:
Dispatching may be defined as the setting of productive activities in motion through release of orders and instructions, in accordance with previously planned timings as embodied on operation sheet, route card and loading schedules.
Dispatch provides official authorisation and information for.
ADVERTISEMENTS:
(i) Movement of materials to different work stations,
(ii) Movement of tools and fixtures necessary for each operation,
(iii) Beginning of work on each operation,
(iv) Recording of beginning and completion time,
(v) Movement of work in accordance with a routing schedule, and
(vi) Control of progress of all operations and making of necessary adjustments in the release of operation.
ADVERTISEMENTS:
Dispatching requires coordination among all the departments concerned. This is obtained through varied degrees of centralised control. Under centralised control, dispatch clerks, centrally located, release all orders including the movement of materials and tools necessary for the operations.
Under decentralised control, this responsibility is handled by each department. In continuous manufacturing, under normal conditions, orders may be dispatched to departments a day or more in advance of operations. Each department prepares its own instructions and sends a duplicate copy to the central office.
Since duplicate copies are received by the central office considerably in advance of operations, there is sufficient time for the recommendation of changes. If it is found that certain orders are being unduly delayed, a request may be made for adjustments.
However, under abnormal conditions, when a company is being pressed by impatient customers, and the plant is loaded to capacity, emergency changes are more frequent. A special rush order may require that operations start immediately and that other orders originally scheduled may be held temporarily. Under these circumstances, it is apparent that centralised control plays an important role in obtaining speed and coordination.
(v) Follow-up or Expediting:
Follow-up helps to ensure that the promise of delivery of the manufactured items is backed by performance. It serves to coordinate the various stages of production control. It watches that the production orders with full documents are received well in advance. It ensures that the materials and tools are received well in advance.
It ensures that the materials and tools are received in right time for the various processes. It eliminates bottlenecks and solves hold ups. A good follow- up section helps to reveal the defects in scheduling. The responsibility for follow- up is usually placed in the hands of special follow-up men. Their function is one of obtaining information. They are essentially ‘go between’ who perform a service for various departments involved.
ADVERTISEMENTS:
Every follow-up man is given a specific responsibility in connection with a phase of the follow-up work. Follow-up can be done either according to product or according to process. The former method is particularly adaptable to continuous or line production. Here the job becomes relatively simple since the manufacture of a particular product progresses automatically from one operation to the other.
One man follows a particular assignment of a product through the various departments until it reaches completion stage. He is responsible for reporting breakdowns, delays, shortages of material, etc.
Follow-up by process is used in diversified manufacturer. Here the follow-up men are assigned to departments for checking the progress of work passing through the process. When the work passes on to another department, it goes under the responsibility of other follow-up men who are well-acquainted with the supervisors of the particular departments and with equipment. This method avoids the confusion which results when several follow-up men interested in different products are pressing the foremen for information regarding the progress of work.
Follow-up involves human relations aspect also. Sometimes, a follow-up man contacts a supervisor at a time when he is confronted with some problems. In such a situation, the supervisor is most likely to be irritated and uncooperative. For instance, if there is a breakdown of a machine, the supervisor is only interested in getting a repair man and placing the machine back in operation as soon as possible.
He may be impatient when the follow-up man comes around for asking questions. The supervisor should understand that the follow-up man has come to render a service and he is merely trying to get information which is necessary for proper control so that work may be prevented from piling up in one department.
(vi) Corrective Action:
Corrective action is needed to make effective system of production planning and control. By resorting to corrective measures, the production manager maintains full control over the production activities. For instance, routing may be defective and the schedules may be unrealistic and rigid. The production manager should try to rectify the routes and lay down realistic and flexible schedules.
Workload of machines and workers should also be determined scientifically. If schedules are not being met, the causes should be fully investigated. It should also be ensured that there is optimum utilisation of the plant capacity. Sometimes, abnormal situations like strike and breakdown of machinery or power may upset the work schedules.
The production manager should try to make up the delays and adjust the schedules properly. Systematic investigation of activities at various stages of production may also lead the production manager to revise the production targets, loads and schedules.
There is also a strong need of performance appraisal of all employees. Many a time, production schedules are not met in time or if they are met, the goods are of sub-standard quality. If the causes of these are due to the poor performance of the employees, certain personnel decisions like demotion, transfer and training may be essential.
Essay # 4. Requirements of Efficient Production Planning and Control:
In order to achieve an efficient system of production control, the following points must be given due consideration:
(i) Sound Organisation:
The production planning and control system should be backed by a sound organisation structure. There should be proper delegation of authority and everybody should be clear about his responsibility in his unit.
(ii) Standardisation:
Standard material, tools, equipment’s and procedures, should be adopted for the smooth working of the production system. The workers should be given adequate training in the use of materials, tools and equipment’s.
(iii) Preliminary Appraisal:
Preliminary appraisal is essential to understand the areas where there are possibilities of bottlenecks.
(iv) Continuous Checking:
Production control is a continuous process. In order to avoid higher wastages, it is essential to carry out checking of various processes when they are in the working order. Continuous checking will help to keep wastage under control.
(v) Feedback:
Significant variations at different levels of production must be pointed out to the manager concerned. Limits should be laid down upto which the deviations from the standards are to be tolerated.
(vi) Flexibility:
Sufficient flexibility should be ensured to meet emergencies which may arise because of power failure, breakdown of machinery, etc. Promotion plans should not be rigid.
(vii) Up-to-date Information:
The persons concerned with control of production should have up-to-date knowledge about the quantity of work-in-process, availability of various types of materials, unused plant capacity, etc.
(viii) Improvement:
Production control should concentrate on bringing about improvement in work methods. Alternative methods may be tried to handle peak load. The improved methods should be applied after sufficient instructions to the workers.
Essay # 5. Applications of Production Planning and Control:
PPC in Process Industry:
Since process industries follow standardised production techniques and use automatic equipment, routing is almost automatic and relatively simple. The raw materials enter the plant and move through the different processes until they come out at the end of the production line as the finished product.
Thus, there is no problem of follow-up. It is also easier to chalk out the departmental schedules because of standardised nature of the product. Departmental schedules are drawn on the basis of the ‘Master Schedule’ which is usually a monthly break-up of the production requirements for each product for a definite period of time. Decentralised dispatching may be followed under which it is the duty of each foreman to dispatch the orders and materials to each operator and machine under his charge.
Various types of quality control tests can be given to all units of production to ensure that they conform to the specifications set by the planning section.
In short, all the operations of production planning and control depend-largely on the flow of production.
PPC in Intermittent Production Industry:
Under intermittent manufacturing, components are made for inventory but are combined differently for different customers. The finished products are heterogeneous but within a range of standardised options assembled by the manufacturer. The products are generally manufactured in large batches.
The system of production planning and control to be followed in this type of manufacturing is a mixture of those used in continuous production and job order production. Routing and scheduling are simpler in case of manufacture of specialised components and assembly of products.
The scheduling of intermediate operations is very important. If this is not planned, the execution of orders is likely to be hopelessly delayed in process.
Dispatching should also be done with great care as it is often necessary to have new tools to check equipment and to supply the materials.
Some machines may become overloaded with work while others may run out of work. Such possibilities should be seen before issuing the instructions. Follow up in intermittent production is a cumbersome task because products are diversified and a number of orders run concurrently in different shops.
The follow-up may be organised either according to the product or the department.
Usually, a combination of both is to be employed. Quality control is necessary both at the stage of manufacturing the components and after the assembly of the final product.
Essay # 6. Significance of Production Planning and Control:
Production planning and control essentially consists of planning production in an industrial organisation before actual working starts. It establishes the exact sequence of operations of each individual item, part or assembly and lays down the schedule of its completion.
Thus, it is a function of looking ahead, anticipating difficulties and taking steps to remove the discrepancies before they take place. It reduces scope of chaos and confusion at the execution stage.
An efficient production planning and control system helps the achievement of maximum quality production at minimum cost through even distribution of work to available personnel and equipment and added flexibility in personnel and equipment to meet unavoidable emergencies and to achieve cooperation and coordination between various departments.
The production planning and control system in an industrial unit can be compared to nervous system in the human body. Just as the nervous system regulates muscular movements, production control serves to coordinate the activities of production system.
When simple repetitive operations are performed, production control is accomplished more or less subconsciously in the same manner as the nervous system automatically regulates one’s breathing. When less repetitive activity is involved, more conscious direction is necessary, both in the plant and in the human system.
When a product contains thousands of parts, the integration of the efforts of numerous personnel becomes a problem of major proportion and one which justifies specialisation of abilities.
Essay # 7. Advantages of Production Planning and Control:
The advantages of production planning and control are as follows:
(i) Efficient Use of Resources:
An efficient system of production planning and control is supported by a good quality control procedure which helps in the efficient utilisation of materials, machines and the time of the workers.
(ii) Coordination:
Production planning and control can be used as an instrument of formalising coordination in purchasing, marketing, quality control, cost control and other activities related to the production of goods and services.
(iii) Economy:
There is better utilisation of plant capacity and working time as everything is planned well in advance of the operations.
(iv) No Bottlenecks:
Since there is an even flow of production through production control, bottlenecks are avoided.
(v) Inventory Control:
Production planning is based on business for casting. It helps in maintaining proper levels of inventory of different kinds of materials and work-in-process.
(vi) Public Image:
Proper scheduling of manufacturing operations facilitates meeting the delivery dates. The customers get the goods of proper quality in time. This creates a good public image of the enterprise.
Essay # 8. Limitations of Production Planning and Control:
The limitations of production planning and control are discussed below:
1. Production planning is based on certain assumptions about customers’ order, plant capacity, availability of materials and power, etc. If these assumptions go wrong, the process of production planning and control will go weak.
2. Production planning and control may bring rigidity in the behaviour of employees who may resist it and try to sabotage it.
3. Production planning is a time-consuming process. Small firms can’t afford to spend so much time in planning.
4. Production planning and control is a costly device as its implementation requires separate persons to perform the functions of planning, dispatching, executing, etc. Small firms cannot afford to use the services of specialists for the effective performance of these functions.
5. The effectiveness of production planning and control is sometimes reduced due to external factors which are beyond the control of production manager. Break down of power, government control, natural havoc; change in technology, change in fashion, etc. are some of the factors which adversely affect the implementation of production planning and control.