
Here is a compilation of essay topics on ‘Production Operation Management’ especially written for school and management students.
Essay Topics on Production Operation Management
Contents:
- Essay on Production Control
- Essay on the Responsibilities of a Production Manager
- Essay on Production Planning
- Essay on Production Planning and Control
- Essay on Business Enterprise Automation
- Essay on the Concept of ABC Analysis
- Essay on the Layouts of a Manufacturing System
Essay Topic # 1. Production Control:
ADVERTISEMENTS:
Production control is one of the most important and fundamental functions of an enterprise. It ensures the desired output of specified quality at the prescribed time in the most economical way to meet an approved sales programme.
Production planning only prescribes and outlines the objectives and provides guidelines for various activities involved in the transformation process of inputs into output. But it is production control, which directs and regulates all the activities of a production process. It verifies whether the activities are going in accordance with production plan or not. Control is some management process, which constrains events to follow plans.
It is some sort of dynamic activity controlling the production cycle to ensure that facilities and the personnel are economically utilized and those products are manufactured within time and cost limits. According to Burbige, ‘Production Control provides the foundation on which most of the other industrial controls are based.’
The controller of production process tries to control the output so that it is in conformity with the target set by the marketing department. Production control is the hallmark of production efficiency. It is the pivot around which the success of production revolves.
Definition of Production Control:
ADVERTISEMENTS:
There is lot of disagreement between different experts of management regarding the meaning of production control. The term itself appears to be quite confusing and misleading. In literary sense control means action to check/regulate. In the opinion of Mary Cushing Niles,
“Control is maintaining a balance in activities towards a goal or set of goals evolved during production planning.” Planning only outlines some course of action whereas control is an execution process involving standardization, evaluation and corrective functions.
According to Fayol, “Control consists in verifying whether everything occurs in conformity with the adopted plan and established principles. The objective of control is to point out weaknesses and Shortcomings, if any, in order to rectify them and prevent recurrence. It operates on everything viz. material, equipment, men, operations etc. For control to be effective, it must be applied within reasonable, time and be followed-up sanctions.”
Thus production control is some scientific procedure to regulate an orderly flow of material and co-ordinate various production operations to accomplish the objective of producing desired item in right quantity of desired quality at the required time by the best and the cheapest method i.e. to attain highest efficiency in production.
ADVERTISEMENTS:
Alternately, production control is the function of management which plans, directs and controls the material supply and processing activities of an enterprise; so that specified products are produced by specified methods to meet an approved sales programme. It ensures that the activities are carried in such a way that the available labour and capital are used in the best possible way.
Necessity of Production Control:
Production process of an enterprise is a system consisting of material, labour and equipment combined together by some dependence imposed by operations. Input factors in the process are always uncontrollable. The controller of a production process tries to control the output so that it is in conformity with the target set by the marketing department.
Production control tries to channelize the manufacturing process in such a manner that goods and services are produced according to the requirements of the consumer i.e. of right quality, shape and quantity at the desired time. In the present era of cut-throat competition, production control is a boon for an enterprise.
It tries to take corrective measures whenever there is some deviation from the planned strategy. Goetz has rightly said that “Management planning seeks consistent, Integrated and articulated programmes.” Production control aims to fulfil these needs.
ADVERTISEMENTS:
In the report on the elimination of waste in industry, President Noover’s committee states “Production control is the hallmark of production efficiency, it is a necessity and not a luxury; a profitable investment and not an expense.“
Objectives of Production Control:
The success of an enterprise greatly depends on the performance of, its production control department.
The production control department generally has to perform the following functions:
(i) Provision of raw material, equipment, machines and labour.
ADVERTISEMENTS:
(ii) To organize production schedule in conformity with the demand forecasts.
(iii) The resources are used in the best possible manner in such a way that the cost of production is minimised and delivery date is maintained.
(iv) Determination of economic production runs with a view to reduce setup costs.
(v) Proper co-ordination of the operations of various sections and departments responsible for production.
ADVERTISEMENTS:
(vi) To ensure regular and timely supply of raw material at the desired place and of prescribed quality and quantity to avoid delays in production.
(vii) Perform inspection of semi-finished and finished goods and use quality control techniques to ascertain that the produced items are of required specifications.
(viii) It is also responsible for product design and development. Thus the fundamental objective of production control is to regulate and control the various operations of production process in such a way that orderly flow of material is ensured at different stages of the production and the items are produced of right quality in right quantity at the right time with minimum efforts and cost.
Levels of Production Control:
Production Control starts with some particular goal and formulation of some general strategy for the accomplishment of desired objectives. There are three levels of production control namely programming, ordering and dispatching.
ADVERTISEMENTS:
Programming plans the output of products for the factory as a whole. Ordering plans the output of components from the suppliers and processing departments. Dispatching considers each processing department in turn and plans the output from the machine, tools and other work centres so as to complete the orders by due date.
Factors Determining Production Control Operations:
The nature of Production Control operations varies form organisation to organisation.
The following factors affect the nature and magnitude of production control methods in an organisation:
(i) Nature of Production:
In job-oriented manufacturing, products and operations are designed for some particular order which may or may not be repeated in future. Here production usually requires more time, whereas in a continuous manufacturing system inventory problems are more complex but control operations are rather simple due to fixed process. In mixed stock and custom manufacturing systems the problem of control is further complicated due to simultaneous scheduling of combined process.
(ii) Nature of Operations/Activities:
ADVERTISEMENTS:
In intermittent manufacturing system the operations are markedly varied in terms of their nature, sequence and duration. Due to this the control procedure requires continuous modifications and adjustments to suit the requirements of each order.
(iii) Magnitude of Operations:
Centralized control secures the most effective co-ordination but as an organisation grows in size, decentralization of some production control function becomes necessary. The degree to which the performance of an activity should be decentralized depends upon the scope of operations and convenience of their locations.
Advantages of Production Control:
Production control tries to serve the interests of both producer and consumer. Its operation ensures the quality and quantity of the product and thus generates the confidence of the consumer in the product.
Consumer is able to get the product desired by him. Similarly production control tries to minimise the chances of the product being rejected by the consumer and avoids or minimises waste and scrap. In this way it saves the producer from losses.
The productive activity of every enterprise must conform with its sales programme. This balancing will guarantee timely supply of goods in the market. Furthermore, production control also maintains the quality of the product, due to which the enterprise can capture the confidence of the consumer in its product.
ADVERTISEMENTS:
Evidently this may attract other consumers also and thus expand the market of the product. Increase in demand will result in more sales and greater profits to the organisation.
A customer is very important for an organisation. He can be satisfied only when goods and services of proper quality and quantity are made available to him at the desired time and minimum price. Production control tries to achieve all these objectives for the consumer. Thus production control renders valuable service to the consumer also.
Essay Topic # 2. Responsibilities of a Production Manager:
1. Production Manager should Concern Himself with Production:
In every enterprise, Production Manager is responsible for producing the required quantity of product in time to meet the stipulated delivery date. The quantity to be produced depends on the magnitude of demand whereas of the time by which the production should be completed is determined by deliver date.
Besides this the production department has to make arrangements for input factors and also to produce in economic lot sizes. To achieve all these objectives proper production planning is necessary. Production planning involves the generation and identification of alternative courses of action and to select the optimum alternative.
This can be done by:
ADVERTISEMENTS:
(1) Assessing the requirement of various factor of production on the basis of demand forecasts and
(2) Formulating demand schedule for factors of production to permit purchase of raw material and the production of product in economic lot sizes.
2. Production Control:
It is the duty of the production manager to use the resources at his disposal in the best possible manner as well as to regulate the operation in such a way that desired delivery schedule is maintained. This is done by routing, scheduling and inspection during the production process.
3. Production Manager should Concern Himself with Quality Control:
It is the responsibility of the production manager to manufacture the goods and services of desired specifications. Though the quality of the finished goods can be ensured by the inspection of finished goods but it is better to employ measures, which minimize the likelihood of producing defective items.
4. Analysis & Selection of Method of Production:
There can be a number of ways in which some operation can be executed. Production manager should select the most efficient and economical method to perform the operation.
5. Plant Layout and Material Handling:
The physical arrangement of manufacturing components and the equipment for handling the material during production process has considerable effect on cost of production. The material handling system and the plant layout should be most efficient for the given situation.
6. Proper Inventory Control:
ADVERTISEMENTS:
Inventory implies all the materials, parts, supplies, tools, and in-process or finished products kept in stocks for some time. The procurement policy of these items requires careful consideration and analysis. The purchases should be planned in economic lot sizes and the time of purchase should be so scheduled that the investment in the inventory is at lowest possible level. This implies determination of economic lot sizes and re-order level.
7. Work Study:
Method study and work measurement techniques are applied to find the relationship between output of goods and services and input of human and material resources. The production manager should try to find the most appropriate method of performing various operations involved in a production process so as to obtain the optimum use of the resource as well as increasing the productivity.
8. Motivation and Interest Generation:
Production manager should be able to generate the interest of the workers to increase their efforts by providing them wage incentives. This will result, an increase in labour productivity.
9. The Cost of Production Varies with Different Methods of Production:
The production manager is responsible to follow a systematic approach to control capital and expenditure designed in a way that desired profit is ensured. The nature of problems associated in production management is such that the Production Manager should have the capability as well as the aptitude to use qualitative and quantitative methods of analysis to get the desired solutions.
Essay Topic # 3. Production Planning:
Production Planning is composed of two words ‘Production’ and ‘Planning’. Production is concerned with the activities of any manufacturing system and Planning implies co-ordination, for mutation and determination of these actives for the accomplishment of the desired objective.
ADVERTISEMENTS:
Production planning is that function of management, which decides about the resources the firm will require for its future manufacturing operations, and of allocating these resources to produce the desired output in required amount at least cost.
Production Planning sets the framework within which detailed schedules and inventory control schemes must operate.
The necessity of production planning arises for strictly managing internal operations to manufacture goods/services in the face of outside demand and constraints. In multi-plant operations production planning includes decisions with reference to the amount of each item to be made in each of the plants.
Pre-requisite for production planning is decision regard the method of production i.e. pre planning about the type of product and its design and the amount of output.
Alternately, production planning is necessary for directing and controlling the methods used for production and deals with the setting-up-of production facilities viz. building, machine, equipment etc. in available space.
It involves pre-determination of manufacturing requirements such as material, money; order priority, production process etc. for efficient production of desired goods and services. Planning is projecting appropriate action well in time about some predetermined objective together with means necessary to achieve the objective.
It involves study of various alternatives and to select the best alternative under a set of conditions using logistics.
Levels of Production Planning:
Production Planning can be done at three levels namely Factory Planning, Process Planning and Operation Planning:
(i) Factory Planning:
At this level of planning, the sequence of work tasks is planned in terms of building, machines and equipment required for manufacturing the desired goods and services. The relationship of workplaces in terms of departments is also planned at this stage taking into consideration the space available for the purpose. This stage deals with Plant location and layout.
(ii) Process Planning:
There are many operations involved in factory planning for transforming the inputs into some desired end product. In process planning these operations are located and the sequence of these operations in the production process is determined. Plans are also made for the layout of work centres in each process.
(iii) Operation Planning:
It is concerned with planning the details of the methods required to perform each operation viz. selection of work centres, designing of tools required for various operations. Then the sequences of work elements involved in each operation are planned. Specifications about each transfer, work centres, nature of tools required and the time necessary for the completion of each operation are prescribed.
Planning and Manufacturing Systems:
The method of production planning basically depends on the nature of manufacturing systems.
The manufacturing systems can be classified into three main categories, namely:
(i) Continuous type like rayon, cement paper plants.
(ii) Intermittent type like automobiles, typewriters, locomotives plants.
(iii) Non-standardized job-shop types of plants producing parts for various industries.
In continuous types of manufacturing systems planning is rather easy. Here one has to decide only about what to produce and when to produce. How and where aspects are inherent in the system itself. More emphasis is laid on mechanization.
Planning is more complicated in intermittent type of plants. The same machine can be used to manufacture different types of components and one is faced with the problem to plan the operations in such a way that all the machines can be used in the most efficient manner.
Again, the various components of the system work independently and there are necessity of proper co-ordination between them e.g. a sub-assembly process is not complete unless various parts produced by other sections of the plant are completed.
The nature of equipment and machines required for manufacturing items in the non-standardized type of plants determines the process of planning.
The fundamental objective of planning in all the three systems is “maximum utilization of plant capacity to produce maximum output“.
Objectives of Production Planning:
The fundamental objective of production planning is to produce right type of material both in quantity and quality at the right time, using the most appropriate method of production in the most effective manner.
The various objectives or goals of production planning can be listed as:
(a) Systematic co-ordination and regulation of various activities, keeping in view the capacity of the resources and the objective of the organisation.
(b) To maintain proper balance of the activities for efficient production.
(c) Determination of raw material, machines, equipment etc. and other input requirements for desired output.
(d) Anticipation of business changes and reacting to them in proper manner.
(e) To have optimum use of the resources with optimum cost and time by having most economical combination.
(f) To provide alternative production strategies in the case of emergencies.
Factors Determining an Efficient Production Planning System:
(i) Future rate of sales, production and inventory levels etc.
(ii) Input requirements viz. raw materials, spare parts for machine and equipment; capacity of plant and present load etc.
(iii) Estimated output desired.
(iv) Nature of operations.
Sequence of these operations and duration of each operation.
Procedures for Production Planning:
The fundamental objective of production planning is the maximum utilization of plant capacity in most economical manner, can be accomplished by taking proper decisions regarding selection of right type of raw materials, equipment, machines and economic order quantity of output in one given lot.
Production plans are designed to fix some or all of the characteristics of manufacturing and distribution operations by determining the general size of labour force, setting plant and equipment capacity etc. Production planning involves study of various alternatives to get the desired output and to select the best alternative under a set of conditions using logistics.
Broadly speaking, the planning procedures concern themselves with the decisions regarding right type of materials, the best methods to be applied to manufacture and the most economic quantities to be manufactured in one given lot.
Production planning prepares procurement plans for material and personnel, establishes stock room procedures and controls, prepares and issues work authorization, establishes finished goods inventory control and maintains alternative plans of action.
Nature of Preliminary Information Necessary for Efficient Production Planning:
The information vital and valuable for planning the production strategy of an enterprise can be classified in following categories:
I. Information regarding product design, the nature of the production process to get the desired product.
II. Details about the quality and the quantity of raw materials required to produce the product.
III. Specifications of various types of tools, machines and other equipment needed for production.
IV. Average and maximum plant capacity under different circumstances.
V. Rate of obsolescence and loss in storage.
VI. Information about work analysis and performance rating of workers.
VII. Rate of interest on capital invested.
VIII. Details of new development in production technology, if any.
IX. Prices of materials, wages of labour and overhead expenditure per unit of output.
X. Hourly, daily, weekly and monthly output rate.
XI. The demand requirement of the product and due date or period of delivery.
XII. Training requirement of the product and due date or period of delivery.
XIII. Training requirements to workers.
XIV. The best sequence of operations so as to minimise the cost of production.
XV. Specific polices of the enterprise in relation to personnel and other production aspects.
The availability of these information will facilitate the planning department to chalk out suitable production strategy.
Importance of Production Planning:
The success and growth of any organisation mainly depends on planning. In present world there is tough competition, rapid development in technology and quick changes in human behaviour and daily requirements. Due to these factors there is lot of uncertainty associated with every system and to counterbalance it, production planning becomes a valuable phenomenon.
Koontz and O’Donnell have emphasized that “Planning may be likened to navigation. The navigator lays out a plan and sets a course towards an objective. But doing so does not complete his job instead, he constantly reaches his position as he proceeds towards his goal, modifying his plan as errors or unforeseen circumstances prove that his course is leading to some point other than the goal sought“.
Through production planning most appropriate objectives for an enterprise can be determined. There can be a number of alternative choices for the enterprise and production planning measures can be applied to select the most appropriate set of alternatives taking into consideration the resources of the enterprise.
Mathematical techniques can be used to determine the optimum choice when the situation is normal and certain, but in the case of uncertainties associated with the phenomenon planning should be done with provision of modification to meet out the risks.
Planning ensures most efficient resources viz. material, capital, and labour. It tries to distribute the workload in such a manner that there is uniform use of resources during peak as well as dull periods of demand for goods and services. Planning provides basis for effective production control.
Planning formulates the production schedule and fixes the targets in terms of time and effort for each operation i.e. the work standards are formulated. The control operations can be applied to measure the planned performance of the operations. Thus it is evident that planning occupies an important place in management of production process. The level of performance as well as the success of an enterprise depends on effective planning.
Following are the main characteristics of a good planning procedure:
(i) It should have a well-defined objective.
(ii) It should be simple and easy to apply in practice with flexibility to adjust in changing situations.
(iii) Reliable and upto date information should be available for planning process.
(iv) It should be capable of lying down appropriate standards and targets for effective control of the operations
(v) It should be based on sound decision-making principles.
Organisational Setup of Production Planning Department in an Enterprise:
The role of planning department is of utmost importance for the success of an enterprise. There should be regular and systematic flow of information from different sources regarding the operations in the production system by observation, inspection and reporting at regular intervals.
This information can be used to direct lacunas and shortcomings in planning so that necessary improvements and adjustments could be done in future.
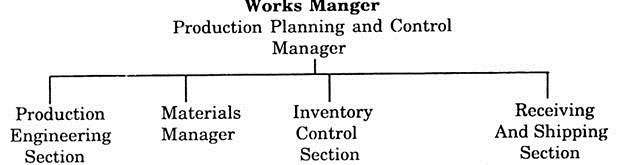
In general, production planning department should be composed of three sections:

The information collected by section A relates to the inventory position, demand forecasts of the product, availability of equipment and machines, plant capacity and the nature of operations and the time required to perform each operation. This information is of great significance to section B.
Essay Topic # 4. Production Planning and Control:
Production Planning and Control is the organisation and planning of the manufacturing process. It co-ordinates supply and movement of materials and labour, ensures economic and balanced utilization of machines and equipment as well as other activities related with production to achieve the desired manufacturing results in terms of quantity, quality, time and place.
Production planning implies formulation, co-ordination and determination of activities in a manufacturing system necessary for the accomplishment of desired objectives whereas production control is the process of maintaining a balance between various activities evolved during production planning providing most effective and efficient utilization of resources.
Objectives of Production Planning and Control:
(i) Determining the nature and magnitude of various input factors to manufacture the desired output.
(ii) To co-ordinate labour, machines and equipment in the most effective and economic manner.
(iii) Establishing targets and checking these against performance.
(iv) Ensuring smooth flow of material by eliminating bottlenecks, if any, in production.
(v) Utilization of under employed resources.
(vi) To manufacture the desired output of right quality and quantity at right time.
Factors Determining the Nature of Production Planning and Control Operations in a Manufacturing System:
(i) The interdependence of various activities/operations involved in the transformation process. Mutual dependence of process makes a system more complex.
(ii) The number of operations, parts and sub-assemblies required to get the final product.
(iii) The nature and magnitude of variation in the capacity of different kinds of machines and equipment.
(iv) The size of orders and the production run e.g. a large number of orders in smaller lots make the system more complex.
(v) The nature of the manufacturing system.
Importance of Production Planning and Control:
(i) Reduces cost of production by minimizing wastage of material and economic utilization of resources.
(ii) Leads to lower investment by means of efficient and balanced utilization of resources.
(iii) Promotes employee morale by avoiding all sorts of bottlenecks.
(iv) Enhances customer satisfaction and confidence.
Scope of Production Planning and Control:
(i) Liason with purchase department for efficient and effective procurement of inputs.
(ii) Liason with marketing department to determine the nature and magnitude of the output.
(iii) To plan the layout of the operations indicating in detail the places/points in the system where various production activities/ operations are to be performed.
(iv) Establishment of time schedules for various stages/ levels of production by setting up necessary standards.
(v) Ensuring continuous inspection over the quality of goods manufactured.
(vi) Instituting necessary controls to complete the work according to schedule.
Structure of Production Planning and Control Department:
The nature of production planning and control department can be divided in three board categories viz. centralized, decontrolled and through progress men.
A centralized production planning and control department is headed by the manager who is responsible to the works manager for following:
(i) To determine manufacturing methods
(ii) Prepares operation sheets & instruction cards
(iii) Determines time standards
Such system provides better co-ordination of production and service activities with a better basis for taking corrective action. But a centralized production planning and control department cannot have direct knowledge about the actual conditions in the production system and may not be able to adapt quickly to changing local conditions. There is also a possibility of clash with areas of line authority.
Under decentralized production planning and control system each foreman has his own group functioning under his authority. In such setup the foreman well versed with local conditions of the environment and can have complete control over work assignments and various operations.
But there may not be any co-ordination over the planning and control activities among different departments, which may adversely affect the fulfilment of overall objective.
Control through progress men consist in placing a number of work orders under the responsibility of a progress man who chases each order through the various departments till it is ready for delivery. In such system the progress man can assign priority to an order to expedite urgent orders.
But there is limited scope for overall planning and coordination and when workload approaches plant capacity, system suffers from extreme stresses.
Essay Topic # 5. Business Enterprise Automation:
Meaning of Business Enterprise Automation:
The concept of business enterprise automation has brought another revolution in industrial world. This has resulted in phenomenal growth in industrial arena by providing wide range of products with minimum cost and effort. Automation implies use of machines and equipments for performing physical and mental operations in a production process in process in place of human beings.
Business enterprise automation can be visualized as an electronic brain with capability of taking routine and logical decisions connected with control and planning function of management.
Routine decisions can be like scheduling, routing, dispatching and inspection whereas the logical decisions can be to make corrective action or some adjustments or modification in operations to see that the whole system operates according to the planned strategy.
In the absence of any human intervention or activity automation can be considered as a self-regulating and controlling system. Mechanisation provides the self-regulating property and by performing manual operations by means of mechanized operations viz. material handling etc., self-control can be introduced in the process.
Thus automation can be defined as “A system of doing, work where material handling, production process and product designs are integrated through mechanization of thoughts (logic) and efforts (routine) to achieve a self-regulating and controlling system.”
In automation the machines and equipment required to perform various operation of production process are sequentially arranged in order of the hierarchy of operations. Electronic devices are used to record, store processing and interpretation of information at various stages of production. Machines are used to operate other machines. Business enterprise automation can be done at various levels of the manufacturing system in parts or as a whole.
Some of the situations can be:
(i) Handling of raw materials, semi-finished goods or finished goods. Instead of doing the work manually the operation can be done by means of trolleys, conveyor belts, Overhead cranes, lifts etc. This eliminates chances of losses due to handling and saves valuable time.
(ii) Sophisticated, reliable and efficient machines and equipment can be used in production process. This will ensure both quality and quantity of the product desired.
(iii) Inspection and quality control operations can be done by means of mechanical devices. This eliminates chances of human bias and error.
Use of machines and equipment in automation ensures production of high quality products at minimum cost. This also increases the confidence of consumer in the product and stabilizes the demand for the product.
There is a general fear that automation leads to unemployment. But on the other hand, operation of machines and equipment in the system need highly skilled and qualified manpower. So the technical skill of the system increases with a reduction in its size. It goes without saying that automation ensures high level of efficiency and capacity.
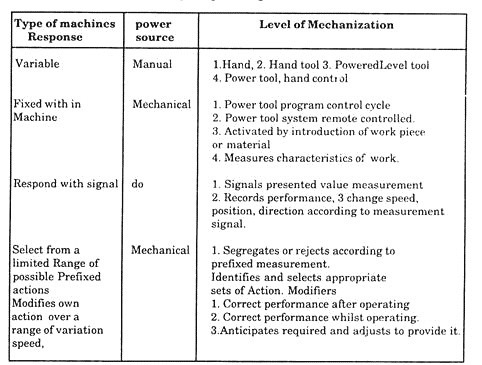
Area for Business Enterprise Automation:
The chart given below depicts the level and extent of mechanization in typical activities under basic functions of the three types of action:
(i) Physical
(ii) Physical and mental,
(iii) Mental.
The chart should be quite helpful to the manager aspiring for higher level of mechanization:
The analysis of the workers with regard to trades and sub-trade may be undertaken for the manufacturing unit under consideration.
The following trades are to be encountered for automation:
(i) Machining
(ii) Structural fabrication
(iii) Assembly
(iv) Material handling
(v) Inspection and testing
(vi) Maintenance
(vii) Tooling
(viii) Clerical sub-trading for machining can be:
(a) Turning
(b) Boring
(c) Drilling
(d) Milling
(e) Shaping
(f) Grinding
(g) Planning etc.
Advantages of Business Enterprise Automation:
(i) Better quality of goods and services.
(ii) Reduction in direct labour costs.
(iii) Effective control on operations.
(iv) Greater accuracy, more output, greater speed.
(v) Minimization of waste.
(vi) Production planning and control is to be done in the beginning only.
(vii) Working conditions can be improved greatly since much of the work follows and orderly path.
(viii) The worker does not come into much contact with the equipment; also the design of the special purpose equipment is usually superior to that of the general-purpose equipment. This improves overall safety considerably.
(ix) Direct and indirect costs, inventories, setup times and lead times are all reduced. The space and equipment utilization is improved
(x) Since the human input in the production process is minimized the quality is also improved. Human beings are more erratic than machines.
(xi) Throughput time is reduced and therefore service to the customer is enhanced.
Disadvantages of Automation:
(i) High capital investment.
(ii) High maintenance cost and maintenance labour of high caliber.
(iii) Requires highly skilled manpower.
(iv) Can create unemployment.
(v) Scheduling and routing operations are difficult and time consuming.
(vi) Restrictions in designing and construction of the buildings.
(vii) Lager inventories.
(viii) Continuous power supply.
(ix) Automation equipment is highly inflexible i.e. if a new production is to be introduced the existing equipment may have to be salvaged entirely.
(x) Any breakdown anywhere would lead to complete shutdown.
Essay Topic # 6. Concept of ABC Analysis:
It is based on the concept ‘Thick on the best and thin on the rest’. It is observed that any organisations have to stock and keep track of large number of items of different kinds. These can be service parts of products no longer available, supplies of raw materials for general use, maintenance items and items for various other purposes.
The investment in such items is substantial and record keeping is expensive. In practice it is experienced that a bulk of items in an inventory has low usage value.
Annual usage value = (Annual requirement) x per unit cost.
Thus for better and more economic control of items in inventory the items should be classified according to their significance or priority for reordering. The production manager should recognize the unequal contribution of different items in the inventory and the fact that equal effort should not be spent on improving the inventory policy of the items.
On the other hand, the inventory should not run out of items whose usage value is low but which are of great importance in production process e.g. washer a some component has low cost but if it is out of stock then the machine may become out of order.
Economy in control can be obtained by paying little attention on those items which usually costs less to absorb the loss due to waste than to keep a record e.g. paper clips, rubber bands etc. which are generally kept on ham and people help themselves.
So for effective inventory control, a decision has to be made that which items are little things and which need more careful control.
The items of an inventory can be categorized as:
(i) Items which are functionally critical to the operations; no matter how little they cost.
(ii) Items that is important because their usage value is high.
(iii) Items having average usage value.
(iv) Items which have low usage value.
One such way of classifying the items of an inventory is ABC analysis. It focuses attention on those items where more savings can be expected. It is based on Pareto’s law that a few high usage value items constitute a major part of the capital invested in inventories whereas bulk of inventory item, having low usage value constitutes insignificant part of the capital.
The concept is based upon selective control, when there are large number items to be analysed then sampling may be done for ABC analysis.
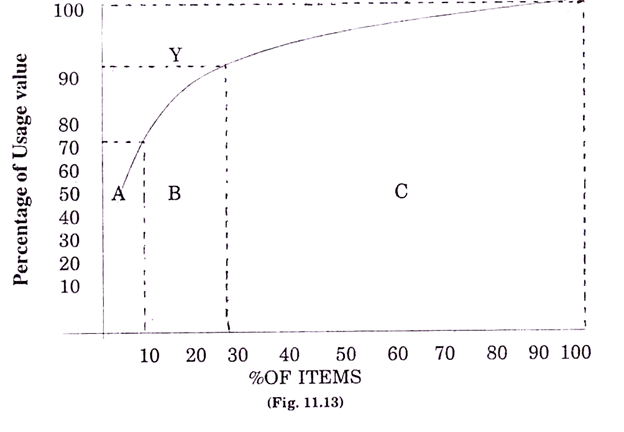
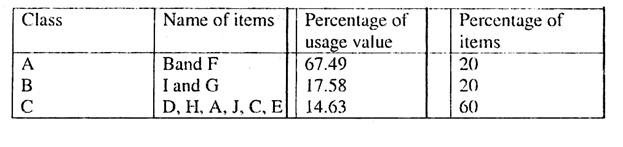
In ABC analysis the items are categorized in three main categories on the basis of their usage value:
(i) More costly and valuable items are classified as A. These are large investment items but not much in number i.e. vital few say 10% of the item account for 75% of total, capital invested in inventory. These items need mal closer and careful control.
The requirement for a class items should be ascertained ahead of time according to the period of use and their production or purchase should be scheduled such that these arrive just before needed. These items should be ordered frequently but in smaller size.
A periodic review policy should be followed to minimise the stock out percentage of such items and top inventory staff should control these items. These items have high inventory cost and frequent orders of smaller size for these items can result in enormous savings.
(ii) Average usage value items are classified as B. About 15% of the items in an inventory account for 15% of the total investment. These items are less important than a class items but are costly enough 10 have more, attention on their use. These items cannot be overlooked but need lesser degree of control than those in class A. Statistical sampling is generally applied in their control.
(iii) Low usage value items are put in class C. About 75% of the inventory items account for only 10% of the invested capital. These items can be stored at an operative place where people can help themselves without any requisition formality.
These can be charged to an overhead account. No doubt loose control of ‘C’ items will increase their investment cost and expenditure on shelf-wear, obsolescence and wasteful use but this will not be so much to offset the savings in recording costs.
ABC analysis focuses the attention of management where it is needed in due proportion. An objective of such classification is to separate out the group C which is large in number and which may potentially require a large amount of record keeping and attention but which is relatively unimportant from the point of view of keeping inventory investment at reasonable levels.
Here the items are classified interns of their usage value. Usage value is not the price of an item but it is the product of usage over a period generally a year and its unit price.
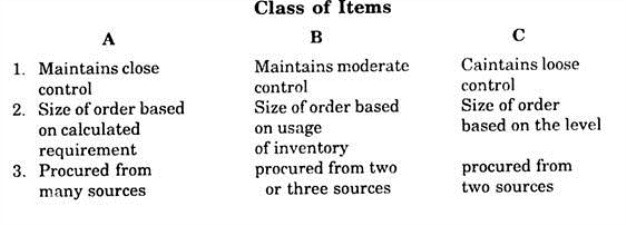
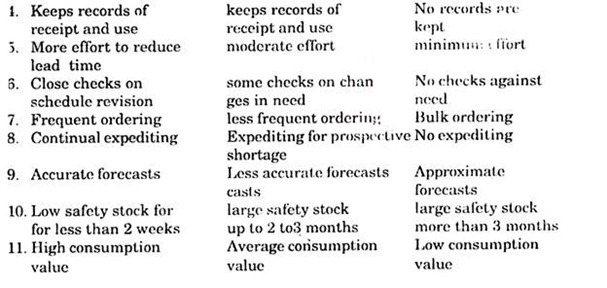
The items in A, Band C classes can be compared in the following tabular form:
The following points should ABC kept in mind for ABC analysis:
(i) Where items can be substituted for each other, they should be preferably treated as one item.
(ii) More emphasis should be given to the value of consumption and not to price per go unit of the item.
(iii) All the items consumed $0 by an organisation should be 70 considered together for classifying as A, B or C instead of taking them as spares, raw materials, semi-finished and finished items and then classifying as A, B or C.
(iv) There can be more than three classes and the period of consumption need not necessarily be one year.
The following are the steps for classification of items as A, B or C.:
(i) Take a representative sample of stock items.
(ii) The annual usage value is calculated for each item to be classified by multiplying the quantity used with the unit price of the item.
(iii) The usage values in step (ii) are arranged in descending order.
(iv) Calculate the cumulative total of the number of items and the usage value obtained in step (iii).
(v) Find the percentage of the values obtained in step (iv) w.r .t. the grand total of the corresponding columns,
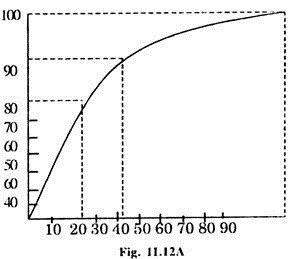
(vi) Percentage of items are taken on X axis and the corresponding usage value percentage on Y arises to plot various points on graph paper and to draw a smooth curve (see fig. 11.12).
(vii) Mark the points X and Y where the slope of the curve changes, sharply (points of inflexion). The usage value and .the percentage of items corresponding to these points will determine the items to be classified as A, B or C.
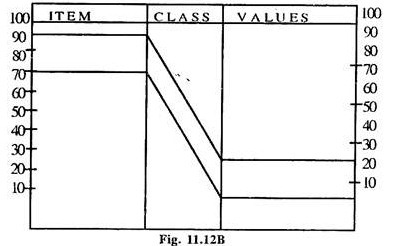
ABC analysis can also be represented graphically by fig. 11.12 (b)
(a) Alternative Method:
Application of ABC Analysis:
ABC analysis can be effectively used in Material Management.
The various stages where it can be applied are:
(i) Information of items, which require higher degree of control.
(ii) To evolve useful re-ordering strategy.
(iii) Stock records.
(iv) Priority treatment to different items.
(v) Determination of safety stock limits,
(vi) Stores layout.
(vii) Value analysis.
Example 1:
Perform ABC analysis on the following sample of items an inventory.
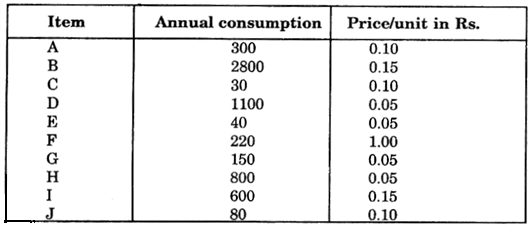
Solution: (1)
The usage values of the items can be calculated in the following tabular form by multiplying the annual consumption and corresponding price.

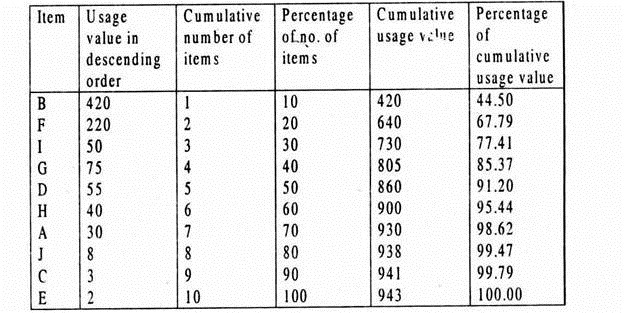
(2) The usage values are ranked in descending order and the cumulative percentages of the number of items and usage values are calculated:
The percentages can be plotted on graph paper:
It can be seen that the items lying in classes A, B and C are:
Essay Topic # 7.
Layouts of a Manufacturing System:
1. Line or Product Layout of a Manufacturing System:
Here the position of a particular machine/equipment is determined at some definite stage or place where the machine is required to perform some operation from a sequence of operations designed to manufacture the product.
It is assumed that materials are transformed into products through a series of integrated operations (the order of the operations cannot be changed) arranged in an ordered sequence.
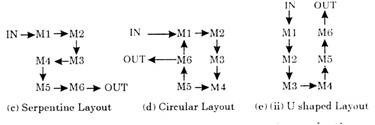
The position and order in the sequence for a machine performing particular operation is fixed. Once a machine is in line, it cannot perform any operation, which is not designated in the sequence of operations. This layout can be in the shape of line or U as shown in fig. 6.1. Here equipment/machines are arranged according to the needs of the product and in the same sequence as the operations are necessary for manufacture.
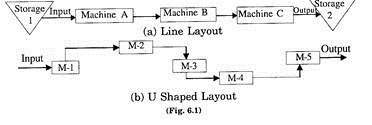
There is a continuous flow of material during the production process from start to finish. This type of layout is used for continuous type of manufacturing systems, producing items of the same type on mass scale e.g. Textile, sugar, petroleum, paper and pulp etc.
Manufacturing of a large Quantity of standardised products is the primary perquisite to the line production upon which the product layout is based.
In it each workstation must employ machines/equipment of approximately equal capacities in order to achieve good equipment utilisation balance e.g. flour mills. Sugar refineries, cement plants, rolling mills and paper pulp mills. Many companies involved in special/ job lot work as well as manufacture of standardised products in fairly large quantities adopt straight-line production methods.
Advantages of Product or Line Layout:
There are a number of advantages with this type of layout.
Some of these are:
(i) Ensures smooth and regular flow of material and finished goods.
(ii) Provides economy in materials and labour by minimising waster.
(iii) Short Processing Time:
Since travel, storage and inspection occur less frequently, time and opportunity for delay in operations are minimised. Due to shortening of processing time the stock of finished goods and raw materials be held for shorter periods, which leads to reduction in investment on working capital and provides high return rate on investment.
(iv) Reduces Material Handling:
In this system, there are direct channels of material flow; short distances between operations, lesser back- tracking etc. This reduces proportion of material handling requirements. Low cost mechanical transport system introduces labour savings. Thus savings from low cost materials handling is one of the primary advantage of product handling is one of the primary advantage of product layout.
(v) Low Cost Labour Procurement and Lesser Training Requirement:
One can use special purpose automatic or semi-automatic machines, Greater specialisation of jobs results in highly proficient operators at each work centre. Sub-division and simplification of operations on the production line reduces the total time required to train the employee: There is maximum use of unskilled and semi-skilled labour.
(vi) Lesser Inspection:
A limited amount of end inspection supplemented by spot-checking or patrolling inspection is usually sufficient. This leads to low cost quality control.
(vii) Floor Area is More Production:
There are not many storage spaces and inspection stations. The concentration of manufacturing facilities and the high output in product layout results in a smaller floor area per unit of product i.e. with better and efficient processing conditions the output increases.
(viii) Easy Production Control:
Due to standardised operations, routing and scheduling is to be done in the beginning only. This facilitates production planning and control problem. A steady flow of production at a predetermined rate and at a known cost can be easily ensured.
(ix) Minimum need for buffer stock.
Disadvantages:
(i) Product Layout is of Inflexible Nature:
The facilities are designed to perform special operations. The machines cannot be interchanged either in capacity or with regard to any other operation. This results in frequent interruption, expensive change over and more changes of technological obsolescence. In other words the system cannot easily adjust to some modifications in the production process.
(ii) Vulnerability to Production Line Shut Down:
If any machine or equipment in production line breaks down the whole production line is immobilised. The reason is that various operations in this system are integrated and co-ordinated to such a fine degree that considerable machine idleness results if one or more machines in the system are behind schedule. Such interruption can be due to absentism, poor production scheduling etc.
(iii) Supervision is More Difficult:
The system requires more specialized and skilled supervision. The supervisor/foreman has to supervise wide range of diversified activities for which they should have thorough knowledge of various machines set-ups, kinds of work done, operating speeds, and feeds maintenance, loading and scheduling requirements etc. A supervisor under product layout is more prone to neglect one or other of the responsibilities.
(iv) Requires Heavy Capital Investment:
In this system there is unavoidable duplication of facilities, which increases the capital investment and risks. A product layout is generally characterised by the combination of high proportion of capital investment relative to labour. High capital investment leads to high overhead changes, which may be a burden on the ferin in lean periods.
2. Functional or Process Layout of a Manufacturing System:
In this layout more emphasis is given to specialisation or functional homogeneity on various components of the system (see fig. 6.2). All operations of similar nature are grouped together in the same department or part of the factory.
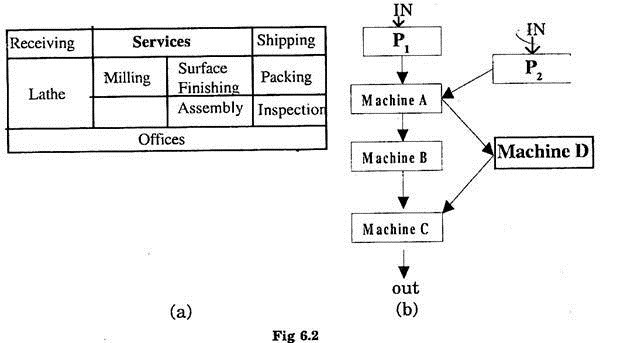
Here machines performing same type of operations are installed at one place i.e. plant is grouped according to functions e.g. all drilling machines are located at one place known as drilling section. Similarly operations are classified in different sections like milling, moulding, packaging etc.
This type of layout is most appropriate for Intermittent (Job and Batch type of manufacturing systems where small quantities of a large range of products are to be manufactured e.g. machine tools, custom- made furniture etc.
Advantages:
(i) In the case of output of smaller quantities and with varying specifications the type of layout is most appropriate.
(ii) In each specialised section, workers expert in the specific operation can be used i.e. Scope for more skilled labour leads to better quality in production.
(iii) Each production unit of the system works independently and is not affected by the happenings in another section of the plant.
(iv) Provides cohesiveness and enables individual bonus schemes.
(v) Wide Flexibility in Production Facilities:
The system is more flexible to adjust modifications and changes in production strategies. Each machine/equipment can perform a wide range of similar operations. Work can be done on a short notice with much time spent on production planning and scheduling.
(vi) Effective Supervision:
Supervision and inspection work can be. Independently and efficiently carried out by each department. The worker in each section frequently becomes very adept and specialized in the maintenance and repair of equipment specification and inspection requirements. There is also saving of time in inspection and control operations.
(vii) Machine Breakdown does not Disrupt Production Schedule:
In this layout, machine breakdown does not immobilize the entire production process. If there is a breakdown of any machine in a department the work can be easily transferred to another machine in the same section. In case the department is already working at high capacity, minor modifications in scheduling can readily be made to perform more urgent jobs.
(viii) Lower Capital Investment:
The production facilities can be utilised to greater capacity with less duplication of machines. The equipment is highly productive and profitable. Overloading of any department can be done by increasing the working hours, routing the work to other machine or by sub-contracting.
(ix) Lower Proportion of Fixed Costs to Total Costs:
A peak production level the amount of labour utilised in proportion to capital utilised is high in comparison to product layout. When the decline in demand and plant operation is at a low capacity then smaller labour force can keep the system running full time. Low capital investment makes smaller overhead charges for idle plant. Also the risk on investment is reduced as the facilities are more flexible and are less subject to obsolescence.
Disadvantages:
(i) More Material Handling:
Here there is no definite channel through which all work can flow. There is too much movement of semi finished goods from one place to another inside the plant enhancing the chances of material waste and higher costs of material handling. In the absence of any definite channel for material flow material handling does not readily land itself to mechanisation and elimination of manual labour.
There may be situations where work in process may return to the same department more than once for processing.
(ii) Longer Processing Time:
The speed of the various operations in the system is likely to be low as more time is required for material handling, transportation and inspection. The total processing time in process layout is greater than that required for processing the same work in product layout.
(iii) Requires Substantial Production Planning and Control:
With increase in the size of the plant and the variety of operations it can perform the function of co-ordination of various processes and operations becomes difficult and complicated. The routing and scheduling is more cumbersome and time consuming.
The responsibility for production is divided among many departmental supervisors, making accountability for the work progress more difficult. Each order has different list of materials and specifications needing separate routing and scheduling sheets.
(iv) Requires more Floor Space:
A larger proportion of the floor space is required for service activities in comparison to the total plant area devoted to actual production operation. There is need for more space between workstations due to aisles, storage and inspection.
(v) Inspection is more Frequent and Costlier:
Since each department performs some specialised operations, inspection is necessary before the work goes to next operation in another department. Strict departmental responsibility for the quality of the work done by it is the main reason for thorough inspection in each department.
(vi) Requires Highly-Skilled Labour Creating Difficulty in Labour Procurement:
Workers should be trained to operate a number of general-purpose machines doing variety of work and performing many specialised operations. Due to complex and diversified operations, more skilled and versatile labour is required.
(vii) Machine loading is high.
(viii) Buffer stock is essential.
(ix) High investment in raw-materials and work in progress.
(x) Work in progress or stocks of semi-finished goods may be accumulated.
Thus both the layouts have their own advantages and disadvantages. In fact merits of one are demerits of the other. The choice and suitability of the layout mainly depends on the nature of the manufacturing system and type of the product to be produced. In general process layout is suitable for intermittent systems and Product layout is appropriate for continuous systems.
3. Stationary Layout of a Manufacturing System:
This type of layout is used in those situations where the semi-finished and finished goods are of such a size and weight that their movement from one place to the other is not possible. Here men, equipment and the raw-material is moved to a place where all the manufacturing activities are carried out e.g. ship-building, manufacturing of locomotives, job-welding shops, construction of dams and bridges etc.
Advantages:
(i) Layout is simple and capable of frequent adjustments both with respect to product and the process.
(ii) Laborers and workers can be employed and remain busy throughout the process in one work or the other.
Disadvantages:
(i) Since machines and equipment’s are transferred to some particular place, heavy and sophisticated equipment cannot be used in such cases.
(ii) Due to low efficiency of men and machines this layout is suitable only for some special type of project and for the production of smaller amount of items.