
Here is an essay on the ‘Quality Control and Inspection of Products’ for class 11 and 12. Find paragraphs, long and short essays on the ‘Quality Control and Inspection of Products’ especially written for school and management students.
Essay # 1. Quality Control of Products:
Quality is some prescribed or desired characteristics present in raw material, semi-finished or finished items. It is a relative term and is generally used with reference to the end use of the product viz. fitness for purpose, degree of preference, degree of excellence, fulfilment of the promises made to the customer, quality of design, etc.
In every manufacturing organisation there are always some standard specifications laid down either by the producer or the consumer and it is important that the finished product meet established specifications.
A good quality item is one which conform to the specifications. Quality characteristics can be divided in two main categories, namely Quantitative and Qualitative. Quantitative characteristics are those where direct quantitative measurement is possible e.g. weight, height, diameter etc. These characteristics can be measured by some specific instruments.
In the case of Qualitative characteristics direct quantitative measurement is not possible, e.g. cracks, breakage, colour etc. These can be determined by inspection only and be classified as defective or non-defective.
Producers and consumers are two main components of a business activity. Producer is responsible for the production and marketing of his product. His fundamental objective is to manufacture the product of desired quality in the most economical manner with minimum risk of being rejected by the consumer.
Products superior or inferior than the specifications are not acceptable to the producer. Because the superior products will need more expenditure and the inferior ones will not be acceptable to the consumer. In both situations there will be a loss to the producer.
Similarly consumer always wants to purchase the goods of desired quality. When consumer knows that he is getting goods of desired specifications, he buys the product with confidence and the market for the product expands.
But every manufacturing process is a repetitive process depending both on controllable and uncontrollable factors. Due to this there is bound to be some deviations in the quality of the product, i.e. variation in the quality of a product is inherent in every production process. This deviation in the quality of the product can be due to internal as well as external factors of the system viz. machines, material, etc.
Thus there is always a necessity that the deviations in the quality of the product should be discovered and corrected. Now Control is the process of verification or correction in the quality of the product when the deviations in the quality are found to be more than expected.
Thus Quality control is of great value both to the producer and consumer. It helps in solving many manufacturing problems, which could be solved otherwise.
Objects of Quality Control:
The fundamental purpose of Quality Control is to maintain the quality standard of the manufactured product at an optimum cost.
However some of the characteristics of qualify control objectives can be listed as:
(i) Assessment of quality standards at different stages of the production process i.e. at the stages of raw materials, in process products and final product.
(ii) To recommend for the remedial or corrective action when the process goes out of control.
(iii) To suggest suitable improvements in the quality of the product, if any, without affecting the cost of production. This may lead to increase in the demand of the product as the product become more acceptable to consumer.
(iv) Quality control operations introduce quality consciousness in the organisation and generates confidence, goodwill and reputation for the manufacturer.
(v) Reliability regarding the quality of the product is improved and there is reduction in cost through reduction of the losses due to defects.
Phases of Quality Control:
According to A. Y. Feigorbaum, “Quality control is an effective system for integrating the quality development, quantity maintenance and quality improvement efforts of the various groups in an organisation, so as to enable production of goods and services at the most economical levels which allow full customer satisfaction“.
Quality Control system consists of the following four phases:
(i) Policy of the Organisation towards Quality Control of their Product:
The policy depends on many interrelated aspects and is generally formulated by top management. The main consideration is the attitude of the market of the product at different levels of the quality of product. The choice determines the characteristic of the product viz. price, dependability durability, size etc. for the determination of quality standards.
The objectives of the organisation become the basis for determining the quality levels.
(ii) Quality and Product Design:
The approach of the enterprise towards the quality standards guides the product designer to prescribe the nature of raw material, production process and other service requirement to produce the product of desired standards. The standards become the basis for quality control.
(iii) Quality Control during the Production Process:
There are three main stages where the quality control operations can be applied during the course of manufacturing process.
These are:
(a) Raw material stage
(b) Product’ inspection and control of the process and
(c) Inspection and control of final product.
Here a quality control technique tries to screen out those items which do not conform to quality standards and recommends corrective action, if any, because scrapping becomes necessary. Sometimes on the basis of quality control study during the processing of manufacturing operations one may suggest necessity of revising the quality standards and design of the product.
(iv) Quality Control in Distribution, Installation and Use:
Actual user of the product is consumer and he should be satisfied with the performance of the product. Any item produced according to desired standards may not be acceptable to the consumer due to damage during distribution process or for poor installation. A post sales evaluation also helps in generating the confidence of the consumer in the product.
Steps in Quality Control Programme:
The following are the steps in the operation of Quality Control activities in any organisation:
(i) Formulation of Quality Control policy.
(ii) Determination of producer’s requirements and the specifications on the basis of customer’s preference, cost of production and profits.
(iii) Selection of appropriate inspection plan for checking the quality of items produced.
(iv) Detect deviations, if any, from the set standards or specifications.
(v) Suggest some corrective action necessary for improvement in level of quality achieved.
Specification of Quality:
A specification is some concept related to some phenomenon in the mind of the consumer or producer and expressed through some description, drawings etc.
The quality specification takes on the characteristics of Industrial laws to specify what is wrong and right. In production systems these specifications may include inputs/finished goods specifications; process specifications; specifications regarding the end use of the product; criteria for acceptance and rejection of items etc.
Alternately specifications generally contain:
(i) Description of conditions under which the product is intended to be used
(ii) Procedure for installations, precautions to be taken while using the product
(iii) Operating procedure or
(iv) Maintenance procedure.
Essay # 2. Inspection of Products:
Inspection is the process of examining an object for identification or checking it for verification of quality and quantity in any of its characteristics.
It is an important tool for ascertaining and controlling the quality of a product:
In the words of Alford and Beatty, “Inspection is the art of applying tests, preferably by the aid of measuring appliances to observe whether a given item or product is within the specified limits of variability or not”. According to Sprigel and Lansburg “Inspection is the process of measuring the qualities of a product or services in terms of established standards.” The standards can be in terms of strength, hardness, shape, etc.
The purpose of inspection is to see that items are produced within the specified limits of variability. Inspection in its broadest sense is the art of comparing materials, product, or performances with established standards. By means of inspection one can take a decision to accept or reject certain item. The items are accepted if these conform with the given specifications otherwise rejected.
Functions of Inspection:
The following are some of the important functions of inspection:
(i) Maintenance of specified standards of the quality of products.
(ii) Devising means for conducting inspection at lower cost.
(iii) Segregating spoilt work, which may be salvaged by reoperation.
(iv) Maintaining inspection equipment in good condition.
(v) Detection of defects at source to reduce scraps and defective work.
(vi) Furnishing advice to operators when production difficulties arise.
(vii) Reporting source of manufacturing troubles to management.
Objectives of Inspection:
Fundamental objectives of Inspection are:
(i) To safeguard the quality of the finished products by comparing raw- materials, workmanship and final product with some set standards. It prevents further work being done on semi-finished product already detected as spoiled.
(ii) The defective items are located and the factors responsible for this discrepancy in the quality of the product are then identified to take corrective measures. This results in enhancing the prestige and confidence of the organisation in the eyes of the consumer.
(iii) The reduction in the risk and possibility of items not accepted by consumer saves the producer as well as the consumer from losses if any and also reduces the cost of production.
(iv) To detect sources of weakness and trouble in the finished product and thus check the work of designers.
Essential Steps for Inspection:
There are five main steps in inspection:
(i) Characteristics about which the quality of the items is to be inspected should be carefully established.
(ii) A decision regarding when and where the inspection should take place is to be taken.
(iii) To find that how many items are to be inspected i.e. 100% or sampling inspection. Here the level of accuracy desired and the nature of the production process are taken into consideration.
(iv) The sampling scheme for the selection of items from the lots should be selected
(v) Specification limits for the acceptance and rejection of items should be formulated.
Areas to Inspect:
Inspection may take place right in the processing area or at a separate inspection station. The choice of location depends on the process flows and on the problems of scheduling the inspection function which must be treated as yet another operation in the total process.
The first line of defence is the worker who can avoid making defects. Then come in inspectors who are usually trained separately from the workers to obtain benefits of specialisation.
They are taught to use gauges, test instruments, micro-meters and procedures at which they become increasingly proficient. Sometimes inspection tools cannot be placed in the production line. Then the work may have to leave the normal flow to go to an inspection station.
During a production process there are many stages where inspection can be done. The choice depends mainly on the convenience of the organisation as well as its approach towards the maintenance of the products quality.
In general, inspection can be carried out at following locations:
(i) Items can be inspected either at the vendor’s place or at the purchaser’s premises.
(ii) Semi-finished items are inspected during the production process.
(iii) Inspection of finished products.
(iv) Post-sales quality evaluation.
Purchaser or Vendor Place Inspection:
Here the inspection is carried out mainly to ascertain the quality of raw material. The quality of the finished goods in general depends on the quality of raw material and proper precaution at this stage will minimise the chances of rejection at later stages. Here 100% inspection is done to ensure that raw material supplied is in accordance with the specifications laid down in purchase order.
It is always said that prevention is better than cure. Verification of quality standards in the beginning ensures uninterrupted production schedule because in the case of observing some sub-standard material at a later stage may result a delay in the supply of fresh material and thus a breakdown or stoppage in production process may happen.
The outcome is idle machines and labour. This type of inspection strategy also provides a sound basis for negotiating regarding quality of the raw material with the supplier.
Depending on the nature of the material and the policy of the purchasing organisation, this kind of inspection can be done either at the vendor’s place or at the purchaser’s place. In the case of heavy and large size items, it is always convenient to inspect the items at the vendor’s place by the inspectors of the purchaser.
They can check the process and operating conditions according to some previously laid conditions. Here the costs associated with material handling and transportation of goods is considerably reduced. The defective parts if any are also replaced immediately. Sometimes this type of inspection reduces the volume of inspection at purchaser’s place.
In-Process Inspection:
In this era of automation, in- process inspection has become an important and inevitable activity of the production strategy. Producing the items upto mark is the first objective of every organisation. To accomplish this goal the defective items, if any, should be located as quickly as possible, so that the remedial steps are taken to avoid scrapping of future products.
The in-process inspection can be classified as:
(i) Trial run inspection.
(ii) First-off inspection.
(iii) Inspection by self-control.
(iv) Decentralized/floor/patrolling inspection.
(v) Centralised or crib inspection.
(i) Trial Run Inspection:
Here the tool/machine is checked against its drawing and specification before commencement of operation. A trial run is made with a single piece. If piece conforms with specifications then the production is allowed to be carried on otherwise remedial measures are taken.
(ii) First-Off Inspection:
The items produced in the first production run are inspected and examined with respect to specifications thoroughly and carefully. The method is concerned with checking the setup of the machine. Here the reasons for discrepancy in actual and specified standards are located and corrected. This inspection reduces the chances of scrap at later stages when the production is in full swing.
(iii) Inspection by Self-Control:
This kind of inspection is done mainly by the operators, controlling the operations at different levels of the production process. The operators are conversant with the desired quality specifications and they are vested with the responsibility to check the process against the laid standards from time to time during the course of their work.
This approach is based on the well-known concept that catching a defect after it has occurred is poor second best. Here the remedial step can be taken at once and thus reduces the chances of scrap. Secondly operator’s time is utilised more efficiently.
The only drawback of the method is that as the same person being responsible for operation as well as inspection, the chances of human bias are likely to be more. To avoid this q provision of inspection by some independent person should also be made.
(iv) Decentralized/Floor Inspection:
Here the semi-finished goods are inspected either on the machines or in the production line. The possibility of handling the items is considerably reduced and the discrepancy or defects if any are located immediately.
Floor inspection ranges from mere patrolling. Supervision in keeping an eye on work at machine to careful testing by intricate measurement of products by means of measuring appliances.
The following are the advantages and disadvantages of floor inspection:
(a) Production delays, scrap and defective work may be reduced.
(b) Handling costs, traveling times in moving products to a central inspection room and back to the department may be saved.
(c) Promptness in inspection may result in increased rate of production, decrease in process inventories and ensure better utilisation of the production capacity.
(d) More appropriate for product layout.
(e) Suitable for large and heavy jobs like big machines; ships, etc.
Disadvantages:
(a) Less freedom of movement to the operator.
(b) Sufficient space is not available for inspection work.
(c) Flow of work from machine to machine is disturbed on account of accumulation of work on the floor.
(d) Work in process is scattered resulting in inspection difficulties.
(e) Inspection of high accuracy requiring precision instruments cannot be performed on shop floor.
(f) Dust, vibration, noise and other floor conditions are not suitable for close inspection.
(v) Centralised or Crib Inspection:
Under this scheme there can be single inspection unit for the whole plant or each section can have an inspection unit to inspect the items produced by its unit. The items are shifted to the inspection units for necessary inspection. The inspection staff in such situation is likely to be more experienced and skilled in their work.
Also the department can use more sophisticated and reliable instruments and techniques to measure the quality of the items. Thus centralised inspection is likely to be more reliable and accurate. But in this case there are more chances of material handling and there may be some situations e.g. large size or heavy items where shifting of items may not be simple and lead to other complications.
The basic idea in centralised inspection is separation of inspection from manufacturing. Generally the inspection cribs are placed parallel with the flow of work through machines in the shop.
Advantages of Centralised Inspection are:
(a) There is accurate counting of good and bad items.
(b) No chance of collusion between production men and inspectors.
(c) Machine sites are free from work awaiting inspection giving operators more freedom for movement.
(d) Priorities of inspection may be planned according to loads on the production department.
(e) More sophisticated instruments for inspection can be used.
Disadvantages:
(a) Errors are not revealed quickly.
(b) Requires more materials handling.
(c) May result in bottlenecks due to delay in inspection of items.
(d) There may be larger work in process inventory.
(e) Defects of a job are not known before it is completed. Thus remedial steps cannot be timely taken on the spot.
Thus the choice of centralised or decentralised inspection strategy depends on the nature of the product, volume of the work, quality consciousness of the enterprise, and the production process. The main purpose of inspection is to locate the defect as soon as it occurs and to see that it is not repeated in future operations.
Moreover the quality control operations are to be performed and planned economically. In some cases a combination of centralised and decentralise inspection policy is also pursued.
Final Inspection:
The finished products are inspected and tested to verify the quality standards. The items found to be defective are not marketed. Thus only items of desired specification goes into the hands of consumer. Naturally there are more chances of scrap in this method of inspection as the rejected items cannot be corrected at this stage or it may be quite expensive to do so.
But this type of inspection provides valuable information and guidelines about the comparison of different process, assessment of various inspection procedures and the evaluation of defective work etc. Here producer risk is more and consumer risk is minimized.
Post-Sales Quality Evaluation:
There is always a possibility that any item approved in terms of its quality standards may not render satisfactory and reliable service to the customer. There can be regular complaints about this from the consumer or sometimes the consumer may insist to return or ask for replacement of the item during the guarantee period.
In such case the items rejected by the consumers should be thoroughly inspected to locate the reasons for defects and suggestions should be made for necessary improvements. This can be done by providing after sales service to the customer.
Nature and Extent of Inspection:
(i) When great accuracy of the product is desired.
(ii) When model changes are frequent.
(iii) There is a rise in quality standards.
(iv) When an item has many parameters and the standards are liable to change.
Inspection should be designed to suit the particular requirements of any manufacturing system. General rule is to inspect as long as the expected value from the inspection keeps increasing.
Here:
Expected value from inspection = cost of inspection + ∑ Expected value of gains + ∑ Expected value of loss avoided.
Cost of inspection includes labour time and administrative efforts introduced into the system. The gains include the returns for higher grades.
Essay # 3. Acceptance Sampling:
Any inspection procedure involving 100% inspection needs huge expenditure of time, money and labour. Expenditure on inspection is always considered as ‘dead weight cost’. Moreover due to boredom and fatigue involved in the repetitive inspection process there is always a possibility to overlook some defective item even by most competent and efficient inspectors.
Also the nature of items may be such that these may be completely destroyed during the process of inspection e.g. life of a candle. Evidently in such cases 100% inspection cannot be planned.
The alternative is statistical sampling inspection methods. Here from the whole lot some items are selected for inspection and a decision regarding the quality of the whole lot is taken on the basis of the sampled items. The items can be selected by various sampling methods.
Here the whole lot is accepted if the sample items conform to the specifications otherwise it is rejected. Thus the sample items are considered to be the representatives of the, whole lot. The method of rejecting or accepting a lot on the basis of a simple is known as Acceptance sampling or sampling inspection.
Acceptance sampling is the process of evaluating a portion of the product material in a lot for the purpose of accepting or rejecting the lot as either conforming or not conforming to quality specifications.
Advantages of Acceptance Sampling:
The advantages of sampling inspection can be listed as follows:
(i) Items of destructive nature during inspection can be inspected by sampling only.
(ii) Economy of time and money in comparison to 100% inspection.
(iii) Problem of inspection fatigue occurring in 100% inspection is eliminated.
(iv) Small inspection staff required.
(v) Due to quick inspection, scheduling and delivery times are improved.
(vi) Can exert more effective pressure on quality improvement than the rejection of individual items.
Limitations of Acceptance Sampling:
(i) Since the conclusion is based on a sample there is always some likelihood/risk of making wrong inference about the quality of the lot.
This is termed as Producer’s risk or consumer’s risk.
(ii) The success of the scheme depends on, randomness of samples, quality characteristic to be tested, lot size, acceptance criteria etc.
Producer’s and Consumer’s Risk:
The acceptance or rejection of whole lot in acceptance sampling depends on the conclusions drawn from a sample. The accuracy of these conclusions depends upon the nature of the sample. There is always a chance that a sample may not be representative of the population from which it is drawn i.e. the lots or batches.
This leads to two kinds of risks:
(i) The sample inspection accepts a lot which otherwise would have, been rejected i.e. the whole lot in reality does not conform to specifications. In this case the consumer will accept a lot which may contain too high number of defective items. This is known as Consumer’s risk. It is the probability of defective lots being accepted which otherwise would have been rejected.
(ii) Sample inspection rejects a lot which otherwise should have been accepted i.e. the lot or batch in reality has a lower percentage of items than specified. Naturally this will be loss to the producer and is known as Producer’s risk. It is probability of rejecting a good lot which otherwise would have been accepted.
At first impression it appears that the producer and consumer should have been completely opposite viewpoints towards acceptance sampling. But it is observed that there is a continuing relationship between procedure long run the costs incident to the rejection of good products tend to be passed on by the producer to the consumer.
Terms used in Acceptance Sampling:
Following terms are generally used in acceptance sampling:
(i) Average Out-Going Quality (A.O.Q.):
When the initial quality of the goods inspected is high, when the outgoing quality will also be high and in the same way when the initial quality is poor then too the outgoing quality will be high as the sampling inspection will easily sort out the defective items from the lot. A.O.Q is the expected fraction defectives in the outgoing lots after sampling inspection It is defined as
![]()
Alternately if N is the size of each lot, n is the size of the sample inspected from each lot, P is the proportion of defectives per specifications and PA is the probability that a lot of proportion defective P will be acceptable to the consumer, then
![]()
A.O.Q. curve is shown if Fig. 13.1 The peak of the curve corresponds to the poorest quality of the batches and is known as Accepted outgoing quality level of the sampling scheme.

(ii) Accepted Quality Level (A Q L):
It represents maximum proportion of defectives which the consumer finds acceptable. It is the maxim um percent defectives that for the purpose of sampling inspection can be considered satisfactory. It is the fraction defective that can be tolerated without any serious effect upon further processing or on customer relations. In fact this level has probability of acceptance and is rather procedure’s safe point.
(iii) Rejectable Quality Level (RQL) or Lot Tolerance Percent Defective (LTPD):
This prescribes the dividing line between good and bad lots. Lots at this level of Quality are considered to be poor and have low probability of acceptance. The probability of accepting a lot at RQL represents consumer’s risk.
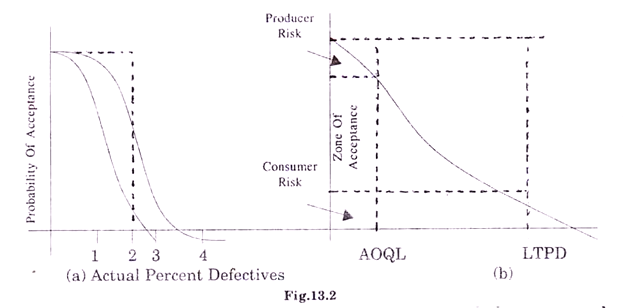
(iv) OC- Curve:
Operation Characteristic curve for a sampling plan is a graph of fraction defective in a lot against the probability of Acceptance. In practice the performance of acceptance sampling for discriminating good and bad lots mainly depends on the size of the sample (n) and the number not defectives (c) that can be permitted in sample.
For any fraction defectives ‘p’ the OC curve shows that such a lot will be accepted by the sampling plan. For different sampling plans OC curve will differ.
Characteristics of OC Curve:
(a) Sampling acceptance plans with same percent samples give different quality protection.
(b) Fixed sample size tends towards constant quality protection.
(c) The OC curve of plans with acceptance number grater then zero are superior to those comparable plans with acceptance number as zero.
(d) The larger the sample size and acceptance number, steeper is the stope of the OC curve.
(e) A sampling scheme that discriminates perfectly between good and bad lots have a vertical OC curve.
Steps in the Design of an Acceptance Plan:
The protection provided to the customer and the producer is completely described by the OC curve of a plan. The OC curve of a plan should pass through two pre-agreed points AOL and L TPD by the producer and the consumer. Usually the producer’s and consumer’s risks are agreed upon and explicitly stated in quantitative terms.
Characteristics of a good Sampling Plan:
(i) The producer should have adequate protection against the rejection of good lots and the consumer should have protection against the acceptance of bad lots.
(ii) Plan should minimise total cost of inspection.
(iii) It should be flexible to adjust the changes in lot size, quality of the product etc.
(iv) The measurement required by plan should provide information useful in estimating individual lot quality and long ran quality.
Various Sampling Schemes/Plans:
The performance of acceptance sampling depends on the method of selecting the sample and the acceptance level of defectives. There are a number of sampling schemes known as sampling plans. Their choice depends upon the nature of the manufacturing system and the degree of consumer and producer risks which one wants to cover.
Some of the sampling schemes viz. single sampling plan, double sampling plan and sequential sampling plan are described below:
(i) Single Sampling Plan:
Here a single sample of size n is drawn from a lot of size N, and the lot is accepted if the number of defectives in the lot (d) is less than the specification (c) i.e.
A sample of size n is drawn and the items of the sample are inspected. Let the number of defectives in the sample be 9.
If:
(a) d ≤ C the lot is accepted and the defective items i.e. d are replaced.
(b) d > C the lot is rejected and then the entire lot is inspected and the defective items are replace
(ii) Double Sampling Plan:
This type of scheme is more economical than single sampling scheme when the quality of incoming goods is high. Here sample is drawn in two stages. The second sample is drawn only when clear-cut decision cannot be drawn from the first sample. Let C1, and C2 be the specified defectives in first and second samples respectively.
The following are the steps in the method:
(a) Draw a sample of size n1 from the lot. Inspect the items of the sample and let d1 be the number of defective items. If
d1 < c1, the lot is accepted after replacing the d1 defective items.
d1 < c2, the lot is rejected and all the items of the lot are inspected and defectives replaced.
c1 < d1, < c2, go to step (b)
(b) Take another sample of size n2 and let the number of defective items in the second sample be d2. Thus the total number of defective items in a sample of size n1+ n2 from the lot will now be d = d1, + d2. If d < c2 accept the lot after replacing d defective items d > c2 reject the lot. All the items of the lot are inspected and defectives replaced.
It is evident that single sampling plan is simple to understand and easy to execute. Moreover the information from each sample can be represented by a control chart.
Double sampling plan provides another opportunity for the rejected lot of the first sample reducing the possibility of 100% inspection of the lot. It is experienced that lots with borderline defective items have a better opportunity of being accepted in double sampling scheme. But the per unit inspection cost in double sampling is found to be higher than that in single sampling scheme.
(iii) Sequential Sampling Plan:
This plan is simply an extension of double sampling plan. At each stage of sampling, the cumulated results are analysed to take a decision of accepting or rejecting a lot. If at any stage no final decision can be taken. Then another sample is drawn to take further decision. The scheme helps in reducing the size of inspection to maintain a given level of protection.
The preference of any sampling scheme mainly depends on the degree of accuracy desired by the organisation as well as the resources available for inspection. It is evident that acceptance sampling provides economy in inspection with fairly good chance of maintaining the desired quality standards.
Example:
Find the values of n and c for the single sampling plan which most nearly meets the following requirements:
(i) The probability is 0.95 that lots with 1 % defectives will be accepted.
(ii) The probability is 0.10 that lots with 6.5% defectives will be accepted.
Solution:
Here co = 0.01. c1= 0.65, α = 0.05 and β = 0.10. Using standard tables of single sampling plans for α = 0.05 and β = 0.10. we can find the acceptance number c = 2. Again for c = 2
Co = 0. 818 i.e., n = 0.818/0.014 = 82
Uses of Acceptance Sampling:
The results obtained from various sampling plans provide useful guidelines for acceptance or rejection of a lot and if these are recorded then the stability of the supplier w.r.t. the quality of the product can be easily determined. In fact when there is some vendor rating system then the information from inspection records is of great significance.
The basic advantages of acceptance sampling over 100% inspection are:
(i) Production cost is reduced due to reduction of defective items.
(ii) Quality of the product is improved.
(iii) Reduction in the cost and time associated with inspection.
(iv) Inspection process is less complicated and can be carried out more sincerely.
Essay # 4. Statistical Quality Control of a Product:
Statistical Quality Control is applied by taking samples and drawing conclusions by means of some mathematical analysis. The variation in the quality of the product is an inherent characteristic of a manufacturing system. Irrespective of all possible precautions and quality measures there are always a large number of random disturbances responsible for deviations in the quality of the product from the set standards. The sources of these disturbances are known as chance causes, e.g. movement of the machine due to passing traffic, sudden changes in temperature etc.
The presence of these causes in the system is due to a multitude of reasons which are difficult to identify and uneconomical to eliminate. These can neither be discerned nor removed. There is very little what we can do about these.
There may be other sources of variations in a system, which further cause the product to deviate from set standards. These individual causes can be identified and eliminated economically. The magnitude of variability due to these causes varies with the conditions of the production process, nature of the raw material, behaviour of operations etc. These causes are known as assignable causes.
The reasons for the presence of assignable causes can be:
(i) Differences among workers performance
(ii) Differences among machines
(iii) Variation in material and
(iv) Variation due to the interaction of any two or all the three factors e.g. tool wear, errors in setting poor machine maintenance etc.
The chance and assignable causes combine together to lower the quality of the product. Any item which is not in accordance with the quality specifications is known as defective item and is liable to be rejected by producer and consumer. The object of quality control is to minimise the proportion of defectives in the given lot.
Inspection is the method of locating defective items by examining these against specifications and statistical quality control is to ascertain whether the variation in the quality of the product is due to chance causes or due to assignable causes.
If the process is found to be in statistical control then it indicates that the variation in the quality is due to chance causes only; otherwise presence of assignable causes is detected and some corrective action is planned to improve the quality of the product. Control charts are the basis of Statistical Quality Control technique.
Benefits of Statistical Quality Control:
1. The use of statistical quality control ensures rapid and efficient inspection at a minimum cost.
2. It minimises waste by identifying the causes of excessive variability in the quality of product.
3. SQC exerts more effective pressure for quality. Improvement than 100% inspection.
Statistical Quality control is systematic as compared to guesswork of haphazard process in inspection. Application of statistical techniques further minimises bias and judgmental errors. Modern techniques of Statistical Quality Control and acceptance sampling have an important part to play in the improvement of quality creation of consumer confidence etc.