
After reading this article you will learn about:- 1. Meaning of Product Development 2. Procedure for Product Development 3. Principles.
Meaning of Product Development:
A product is an article obtained by the transformation of raw material and is marketed/sold by the manufacturer, i.e., a product is a salable item. It may be a consumer product such as cigarettes, televisions or an Industrial product, e.g., a lathe, an overhead bridge crane, etc. Development is carried out after applied research which follows pure research.
Product Development concerns the most economically feasible method for applying the principles identified through Research. Development involves design/redesign and fabrication of new or modified product and then testing it to find its usefulness.
Product Research and Development are concerned with all aspects of the product design and applications including its:
(i) Functional efficiency,
(ii) Quality,
(iii) Unexplored uses,
(iv) Investigation of materials and possible substitutes,
(v) Utilization of waste products, and
(vi) Standardization and customer satisfaction.
Product development is essential in order to:
(i) Meet changing consumer needs.
(ii) Manufacture improved and low cost products.
(iii) Maintain (one’s) sales position and profit margin.
Products can be developed by:
(i) Imitation, i.e., marketing another product similar to one in the market, e.g., when one concern introduced a refrigerator with automatic defrosting unit, others imitated and marketed their own refrigerators having such a unit.
(ii) Adaptation, i.e., developing an improved product for an already existing in the market, e.g., the introduction of electronic and atomic clocks (against mechanically spring wound clocks).
(iii) Invention, e.g., synthetic fibres, nylon, etc., for making garments and other items of use.
Product development may involve a:
(i) Small refinement, or
(ii) A major redesign.
Frequently a completely new design results, e.g., the development of more reliable rotary, fuel injection pumps for diesel engines in place of old reciprocating types of pumps. Product development generally involves considerable expenditure; but a concern has to meet it if it has to survive when competition is hard.
Procedure for Product Development:
The various steps involved in product development are discussed below:
(a) Get New Ideas:
New ideas can be obtained:
(i) By Imitation.
(ii) By Adaptation.
(iii) By Invention (i.e., R and D).
(iv) From dealers and customers.
(v) By advertising – asking people to send their ideas and announcing prizes for the best idea.
(b) Separate the Good and Feasible Ideas:
Separate the good, meritorious and feasible ideas from amongst the many, received in step (a) above. Screening of ideas may be done by a committee consisting of managers of R and D, Production, sales and other departments related with the product development.
(c) Evaluate Ideas Technically:
The selected ideas are evaluated technically as regards, the method of manufacture, labour and equipment requirements, performance characteristics of the product, cost of manufacture, etc.
(d) Evaluate Ideas from Market’s Point of View:
Selected ideas are evaluated as regards their acceptability by the customers.
1. The first evaluation is simply a cursory survey by salesmen.
2. If the idea looks promising a nationwide market survey can be conducted.
(e) Take the Final Decision:
Based on the information collected on technical and market aspects of the new product, it is decided finally as whether to go ahead for production or to forget the idea.
(f) Get into Production:
If it is decided to take up the idea:
1. The product is designed,
2. Equipment are ordered,
3. Materials are procured,
4. Workers are selected and trained, and
5. Control systems etc., are established, and it is decided whether to manufacture the product on mass scale or job-lot basis.
(g) Introduce Product into the Market:
While the product is under manufacture, preparations are done to introduce the product into the market and to impress the market with the developed product.
The following aspects are explored:
(i) Size, location and characteristics of market,
(ii) Advertisement policies,
(iii) Appealing packaging,
(iv) Channels of distribution,
(v) Price, discount and guarantees,
(vi) Service after sale, etc.
Principles of Product Development:
The five principles basic and integral part of product development, are discussed below:
A. Standardization,
B. Simplification,
C. Specialization,
D. Diversification, and
E. Interchangeability.
A. Standardization:
Standards are at the base of all mass production. They make possible thousands of different articles to be placed within the reach of everybody. When one purchases a new spark plug for a scooter or car, he knows that it will screw into the engine head all right. Why? Because spark plug threads are standardized Standards convey the sense that there are only certain specific sizes made and sold. Standards are carefully established specifications for products, materials, etc.
Standardization means producing maximum variety of products from the minimum variety of (i.e., standardized) materials, parts, tools and processes. Standardization is one way which leads to economical products. Standardization usually means that non-standard products will not be produced-except when a customer orders them to be made. Standardization is the process of establishing standards or units of measure by which extent, quality, quantity, value, performance, etc., may be compared and measured.
Standardization procedure:
Steps involved:
(a) With the help of market research, sales statistics, etc. decide what to sell in future.
(b) Then, define a standard range of products.
(c) From the range, ask the designer to develop minimum variety of components to match the range.
Introduce new materials, components, etc. if necessary.
An approach to standardization necessitates the classification of materials and component parts.
Classification:
‘Classification’ is of great value in material and component standardization. Classification aims at, systematically, grouping items, together by their common features and subdividing them by their special features. A system of classification and coding is necessary for the design of new products within the range defined.
Such a system should readily:
(i) Identify and locate identical items.
(ii) Facilitate the use of standard items in new designs.
(iii) Identify substitutes in case of stock outs.
(iv) Help developing Group Technology.
(v) Aid to improve parts location in the store.
Classification procedure involves the following steps:
(i) Define all items.
(ii) Classify each item according to its basic characteristics.
(iii) Identify each item by allocating to it some meaningful code number.
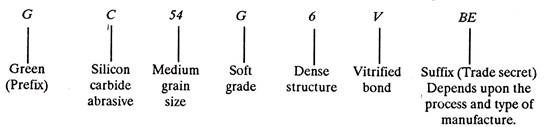
A code consists of letters and numbers. The aim is to classify from general to particular. Taking an example of grinding wheels for classification and coding purposes, various wheel features are denoted by letters and numbers. A code is marked on the grinding wheel.
According to Indian Standard Specifications, for example, a grinding wheel is specified as follows:
Advantages of standardization:
All sections of a company benefit to some degree from standardization.
1. Design department:
a. Fewer specifications, drawings and part lists have to be prepared and issued.
b. Thus more time is available to develop new designs or to improve established designs.
c. Better resources utilisation.
d. Allocation of work to suit available talent.
e. Lesser design mistakes and design alterations.
f. Less qualified personnel can handle routine design work.
2. Manufacturing department:
a. Lower unit costs.
b. Better quality products.
c. Accurate delivery dates.
d. Better methods and tooling.
e. More effective training.
f. Better services of production control, stock control, purchasing, etc.
g. Fewer tool changes and process set-ups.
h. Increased interchangeability of parts.
i. Better utilisation of manpower and equipment.
j. Longer production runs are possible with fewer changeovers; wider use of automation and mechanisation.
k. The operations can be analysed and broken down into short repetitive cycles which can be easily mastered.
3. Marketing department:
Marketing section gets better quality products of proven design at reasonable prices.
This leads to a greater sales volume.
i. Increased margin of profit.
ii. Less pressure of after-sales-services.
iii. Better product deliveries.
iv. Easy availability of spare parts.
4. Production planning section:
i. Scope for improved methods, processes and layouts.
ii. Opportunities for more efficient tool design.
iii. Greatly reduced pre-production planning activities. Fewer issues of new planning cards.
5. Production control department:
i. Well proven design and methods improve planning and control.
ii. Chasing small batches (of products) consumes less time.
iii. Fewer delays arise from waiting for materials, instructions, tools, etc.
iv. Accurate delivery promises.
6. Purchase and stock control section:
i. Holding stock of standard items, (i.e., less variety of materials and components) means less paper work and fewer requisitions and orders.
ii. Storage and part location can be improved.
iii. Because of large purchase quantities involved, favourable purchase contacts can be made.
iv. Newer techniques can be used for better control of stocks.
7. Quality control department:
i. Better inspection and quality control is possible.
ii. Operators become familiar with the work and produce jobs of consistent quality.
iii. Quality standards can be more clearly defined.
8. Work-study section:
i. Efficient break down of (limited) operations into short repetitive cycles and effective work measurement afford considerable opportunities for work-study.
9. Supervision:
i. All the above points help the supervisor to run his department efficiently and more effectively.
ii. Less time is wasted in resolving production snags such as wrong information’s, faulty tooling, etc.
iii. Reduced rejections and scrap.
iv. More time is available to the supervisor to make useful records and preserve statistics.
10. Costing:
i. Costing can obtain better control by installing standard costing.
Disadvantages of standardization:
i. Reduction in choice because of reduced variety and consequent loss of business or custom.
ii. Changes in public taste seriously affect a company producing only standardized product range.
iii. It becomes difficult to introduce new models because of less flexible (existing) production facilities and due to the high cost of specialised production equipment.
iv. Standardization tends to favour large famous companies, because small or new concerns can rarely get much business even by producing same items and by selling them at the same price as the big companies.
v. Standards once set, resist change and thus standardization may become an obstacle to progress.
Applications of standardization:
Standardization can be applied to a major extent in the following fields:
1. Finished products, e.g., cars and televisions.
2. Subassemblies and components, e.g., automobile gearboxes and auto-electric bulbs.
3. Material Standardization, e.g., both of direct materials (plain carbon and alloy steels, arc welding electrode core wires, etc.) and indirect materials (such as oils and greases).
4. Production equipment standardization, e.g., that of machine tools, presses, welding equipment, etc.
International standardization:
It becomes very necessary to follow international standards if a country has to capture the export market. The work of international standardization is carried out under the aegis of ISO (International Organisation for Standardization). Most industrialized countries are members of ISO. ISO was founded after World War II. ISO does not issue independent standards of its own but it makes recommendations which are included in the national Standards of the collaborating countries.
National standardization:
Every country has its own national standards. Is in India, BS in UK, DIN in Germany are a few examples of national or home standards.
B. Simplification:
The concept of simplification is closely related to standardization. Simplification is the process of reducing the variety of products manufactured (known as variety reduction). Simplification is concerned with the reduction of product range, assemblies, parts, materials and design. A manufacturer may reduce the number of different types of radio sets from a dozen to three or four to simplify his range. Simplification makes a product, assembly or design, simpler, less complex or less difficult.
Simplification removes the superfluous. It decreases variety of sizes; for example a garment factory making tea-shirts in sizes 16,16¼, 16½ ,16¾ ,17,17¼ etc., can eliminate superfluous sizes such as 16¼,16¾,17¼, etc., and thus simplify its production line. A production line is generally simplified when it possesses unnecessary complexity and confusion. Often variety reduction will reveal that a subassembly or component needs simplification.
Variety reduction:
(i) Variety reduction consists in identifying the existing variety and then removing unnecessary items from the system.
(ii) Classification and codification help locating and identifying all items (i.e., products, materials, components, etc.).
The availability of suitable standards assists in simplification.
Considerations in simplifying items (i.e., products, components, etc.):
(i) Can simplification be effectively achieved depending upon the nature of item?
(ii) How the simplification will affect customer demand and volume of sale?
(iii) Does market competition permit simplification or it encourages product diversification?
Advantages:
(1) Simplification involves fewer, parts, varieties and changes in products; this reduces manufacturing operations and risk of obsolescence.
Since simplification reduces variety, volume of remaining products may be increased. Simplification provides quick delivery and better after-sales service. Simplification reduces inventory and thus results in better inventory control. Generally speaking, simplification implies fewer parts and fewer the parts, the lower the production costs. Thus, simplification reduces price of a product. Simplification improves product quality.
C. Specialization:
Specialization is the natural outcome of the application of standardization and simplification. Specialization means concentrating efforts on a particular field of action or towards a specific attempt. A worker is said to be specialized in a work when he acquires skill and proficiency in it by concentrating solely on it (i.e., on that particular work or job).
A mechanic, brick-layer or an engineer is a specialist in his field. A factory producing spark plugs only is a specialist in its production. Specialization as applied to human activities on shop floor can be defined as ‘Division of Labour’. This means that if a worker instead of completing the full product performs one small operation on the product and attains proficiency in that one activity, he becomes a specialist in that.
Advantages:
(1) Workers achieve a high state of skill and proficiency.
(2) They take smaller times to complete the activity in which they are specialized.
(3) Thus they raise their salaries and their standard of living.
Limitation:
(1) Specialized labour and equipment are not flexible, i.e., they cannot be used for other purposes.
(2) Specialization may result in monotony.
Applications:
(1) Specialization is universal in application; it is a rule rather than exception in today’s industry.
(2) Specialization has been applied to;
(i) Products,
(ii) Processes,
(iii) Individuals,
(iv) Companies,
(v) Jobs, and
(vi) Equipment, etc.
D. Diversification:
Diversification is just contrary to simplification. Diversification means addition of new products or introduction of established products into new markets. This tends to increase complexity of the methods of manufacturing, because, sometimes consumers like to have variety in type, size, colour and quality of products being manufactured.
This adds to the cost characteristic of the production which is of varied nature. The extent to which diversification programme can be carried out must be determined by market analysis of probable volume at varying levels of diversification compared with production cost of the volumes obtainable at those various levels.
Industries generally expand. An automobile concern may think in terms of diversifying in its own product lines, an aircraft concern may like to expand in the field of propulsion or electronics, and so on. Diversification adds to the classes of consumers served, by developing new technical knowledge.
Reasons for diversification:
Given below are the reasons why companies diversify:
(A) Survival:
i. To offset declining or vanishing markets.
ii. To offset obsolete facilities.
iii. To offset declining profit margins.
iv. To compensate for technological obsolescence.
(B) Stability:
i. To offset seasonal slumps.
ii. To offset cyclical fluctuations.
iii. To provide balance between high margin and low margin products.
iv. To maintain market share.
v. To meet new products of competitors.
vi. To tie customers to the firm.
vii. To distribute risk by serving several small markets.
viii. To develop a strong competitive supply position by offering several close substitute products.
(C) Productive utilisation of resources:
i. To utilise waste or by-products.
ii. To make use of basic raw materials.
iii. To utilise excess productive capacity.
iv. To make use of innovations from internal technical research.
v. To make full, use of management resources.
vi. To capitalise on a firm’s market contacts.
(D) Adaptation to change in customer needs:
i. To meet the demands of diversified dealers.
ii. To meet the specific requests of important groups of customers.
iii. To improve performance of existing products through adding accessories.
(E) Growth:
i. To counter market saturation on present products.
ii. To reinvest earnings.
iii. To take advantage of unusually attractive opportunities.
(F) Miscellaneous:
i. To maintain reputation for industrial leadership.
ii. To realise maximum advantages from the tax structure.
iii. To comply with the desires (or whims) of owners or management. Probably the easiest route to diversification is through merger or acquisition.
E. Interchangeability:
The system of interchangeable manufacture is considered as the eighth great invention of the Industrial revolution. The credit to first establish such a system of interchangeable manufacture in 1798 goes to an American, Eli Whitney, who carried out a contract for ten thousand muskets.
Interchangeable manufacture played an extremely important role in the growth of mass production techniques and is very common today. The concepts of specialization, standardization and simplification are closely inter-related and lead to interchangeability.
Interchangeability or interchangeable manufacture means that any standardized component will assemble correctly with any mating component, both being chosen at random. For an interchangeable system to work, the parts produced should be as near identical as possible, and for continuous production, a transfer line will achieve this best because it eliminates the human control of the machines. Interchangeability reduces cost because the task of assembly is simplified. Moreover standard replacement parts can be drawn from the stock with the certainty that they will fit without alteration.
In order to achieve interchangeability:
(i) Appropriate component tolerances must be specified (from the standard) to suit the type of fit required.
(ii) Manufacturing process should be selected to make components within the specified tolerances.
(iii) A system of inspection and quality control should check that only components within the specified tolerances are accepted for use.
Elements of interchangeable system:
In interchangeable system is also called a limit system or system of limits and fits. Fig. 5.3 gives the concept of limits, tolerance and allowance.

The larger and smaller dimensions of the hole or shaft are called the LIMITS; there is a high limit (HL) and a low limit (LL). The difference between the high and low limits (which is the margin allowed for variations in workmanship) is known as TOLERANCE (T).
The system is:
![]()
unilateral when tolerance is allowed on one side of the nominal diameter, e.g., and it is called bilateral when tolerance is allowed on both sides of the nominal diameter,
![]()