
Meaning and Definition of Time Study:
When a customer wants to purchase some products, then he usually compares the prices with those of similar products, which are being manufactured by other producers. Therefore, to give competitive quotations, estimation of accurate labour cost is very essential as it has got large effect on the price.
If the prices are higher, then, the manufacturer may not get supply orders and if these are lower, then losses may occur. Thus exact estimation of time is very essential for correctly pricing. As labour cost depends upon time estimation, therefore, time must be estimated correctly as far as possible.
Secondly, whenever a customer contracts for the purchase of certain products then he desires that the products should reach to him at a promised date which is only possible when manufacturer is aware of the time to be taken by the product during manufacture. Therefore, to find the correct manufacturing time for product, time study is performed by the Time Study Engineer.
Definitions:
ADVERTISEMENTS:
Time study may be defined as “the art of observing and recording the time required to do each detailed element of an industrial operation”.
The term industrial operation includes manual, mental and machining operations, where:
(i) Manual time is divided into three types of operations, i.e. handling of tools, machines and materials.
(ii) Mental time includes time taken by the worker for thinking over some operations.
ADVERTISEMENTS:
(iii) Machining time includes time taken by the machines in doing its share of work.
Thus time study standardizes the time taken by average worker to perform these operations.
It can also be defined in the following words “work measurement” is the application of techniques designed to establish the time for a qualified worker to carry out a specified job at a definite level of performance.
Use of Time Study:
(i) It is useful in determining the standard time for various operations, which helps in fixing wages and incentives.
ADVERTISEMENTS:
(ii) It is useful to estimate the cost of a product accurately.
(iii) It helps in production control.
(iv) It helps in predicting accurately as to when the work will be completed and hence customers can be promised to take delivery on a fixed date.
(v) Using the time study techniques, it can be found that how much machines an operator can run.
Procedure for Time Study:
For conducting time study, average workers and average machines are selected. This study is conducted by the Time Study expert, who should be familiar with all information’s related to the job and the conditions in which it is being done. The location of the expert should be such that he can watch all the operations and the movement of the workers without disturbing them from suitable distance.
ADVERTISEMENTS:
He performs time study in the following stages:
(a) Analysis of Work:
The complete job and its operations are split up into various elements. These elements are finalised after conducting motion study. In the end, time required for the job preparation, cleaning of machine and oiling etc. should be included. Thus time study includes all the tasks performed by the worker and not only the effective work.
ADVERTISEMENTS:
(b) Standardisation of Methods:
Before conducting time-study, all the constituents of the job such as materials, equipment, tools, working conditions and methods are standardised. The method should be easy, safe and quickest in the given conditions, so that it can be accepted by workers.
(c) Making Time Study:
The study is done on a printed time study record sheet as shown below which is fixed on a board known as Time Study Board. On one corner generally right hand top corner a stop watch is placed. This stop watch should have a decimal scale dial so that it can read up to 0.001 minute.
ADVERTISEMENTS:
Different time readings of one element are recorded in the corresponding column of the record sheet. Several sets of readings are taken to arrive at an accurate result. After noting all these readings, average time is calculated, neglecting abnormal values, if any.
This average time is multiplied by a levelling factor also called ‘Rating Factor’, which is generally assumed as 90-120% to get the time required by a normal worker. The multiple of average time and rating factor is known as “Normal Time”.
Some allowances such as personal allowance (20%), fatigue allowance (5%), preparation allowance (5%) are added in normal time to obtain the standard time. The standard time is the basis for the calculation of wages and incentives.

Thus, Standard time = Average Time × Rating factor + Other allowances.
ADVERTISEMENTS:
Standard Time:
It is the time, which is taken by a normal worker for a specific task or job, working under moderate conditions and includes other allowances such as fatigue, setting of tool and job, repairing of tool, checking of job etc.
Rating Factor:
Time study engineer multiplies actual time with a factor known as “Rating Factor” or “Levelling Factor” to get the average time which a normal worker would take. This is expressed as a percentage of the efficiency of representative operator, which indicates how efficient an operator is in comparison to some of his average fellow workers.
Performance Rating:
Performance rating is that process, during which the time study engineer compares the performance of the operator under observation with his own concept of normal performance.
ADVERTISEMENTS:
In mathematical term,
![]()
The concept of normal performance, must be such that the time standards are set from it, are within the capacity of the majority of workers in the enterprise.
It would be of no use in setting standards so high that only the best worker could attain them since programmes or estimates based on them would never be fulfilled.
Similarly low standard would result very high earnings for some of the workers and consequently, excessively high labour cost of the product and very large difference in the earnings of the workers:
Methods of Rating:
Following are the important methods used for performance rating:
ADVERTISEMENTS:
1. Speed Rating.
2. Westinghouse System of Rating.
3. Synthetic Rating.
4. Objective Rating.
5. Physiological Evaluation of Performance Rating.
1. Speed Rating:
ADVERTISEMENTS:
This rating procedure consists of judging the pace or speeds of the operator’s movements in relation to a normal pace and is noted as a factor. This rating is applied to each element and observed time for each element is multiplied by this factor (the ratio of observed speed to expected speed) to get the normal time for the element.
2. Westinghouse System of Rating:
A four-factor system of Performance Rating was developed at Westinghouse.
These factors are:
1. Skill
2. Effort
ADVERTISEMENTS:
3. Conditions
4. Consistency
A scale of numerical values for each factor was supplied in the tabular form, the worker was watched while working and given a value from these tables. The time obtained from time study is then leveled by applying the sum of the ratings of all the four factors.

For example, if the observed time for an operator was 1.50 minutes and if the ratings are as follows:
Good skill, C1 + 0.06
ADVERTISEMENTS:
Excellent Efforts, B2 + 0.08
Average condition, D + 0.00
Good consistency, C + 0.01
Total + 0.15
The normal time for that operation would be = 1.50 x 1.15 = 1.72 min.
3. Synthetic Rating:
In this method, performance of the worker is rated from the values already known as P.M.T.S. (Predetermined Motion Time System). In this procedure, time study is done in the usual manner and then actual time obtained for certain elements from this study are compared with that of known standards.
The ratio of standard time of a particular element to that of observed time to the same element is rating factor for the study. The rating factor for the study is the average of rating factors obtained for different elements of the study.
Efforts must be made to determine the rating factors for as many elements as possible. In this method, it is assumed that performance for the whole of the study will be same as that obtained in these elements.
If, R = Performance Rating factor.
P = Predetermined standard for an element.
A = Average of actual time obtained in the time study for that element.
4. Objective Rating:
In this method, Rating is done in two stages, in first stage, operator’s speed is rated, by observing speed of movement or rate of activity, and no attention is paid for the job difficulties.
After the pace rating is made, in the second stage, an allowance of a secondary adjustment is added to the pace rating by considering the job difficulties. Job difficulties are divided into six clauses. A table provides the percentage of adjustments to be made for each of these six factors.
These factors are:
(i) Amount of body used
(ii) Foot Pedals
(iii) Bimanualness
(iv) Eye-hand co-ordination
(v) Handling requirements
(vi) Weight.
For example, if the selected time for an element is 0.30 minute, the pace rating is 110% and if the sum of all secondary adjustments amounts to 20% then the normal time will be
= 0.3 × 1.10 × 1.20 = 0.396 min
5. Physiological Evaluation of Performance Rating:
Many studies have recently shown that there is relationship between physical work and the amount of oxygen consumed by the operator. More recently, it has also been found that the change in heart rate is also a reliable measure of muscular activity. This technique is however not being used now but large number of people in various parts of the world are working on this problem.
Allowances:
To get the standard time, a proper allowance must be added considering the working conditions.
While deciding the quantum (generally in terms of percentages) of allowance to be added to the normal time, following types of allowances are considered:
1. Relaxation Allowance:
This allowance depends upon the nature of the job, and includes following two categories of allowances:
(A) Personal Need Allowance:
It provides for the necessity to go away from the work place to attend the personal needs such as washing, going to lavatory, getting a drink etc. It is commonly taken as 5% for male and 7% for female worker.
(B) Fatigue Allowance:
Fatigue allowance is provided to recover a worker from the physiological and psychological effect of carrying out work.
It contains:
1. A constant portion, (the minimum or basic fatigue allowance) which must be adequate for a worker who carries out the job while seated engaged on light work in ideal working conditions. This is generally considered as 4% for both men and women.
2. A variable portion is added when the working conditions are severe. It is based on factors which vary the working conditions. These factors are (a) standing or other abnormal position, (b) use of force, (c) light, (d) air, (e) visual strain, (f) manual-strain, (g) mental strain.
(i) Standing:
When an operator works in a standing position, he feels more tired. To overcome this fatigue an allowance (usually 2%) is given to the workers. However, a seat must be provided wherever possible.
Depending upon the strain involved in working while remaining in the abnormal position, an allowance of 2.5 to 10% is allowed based on the posture.
(ii) Use of Force:
For lifting or carrying weights, muscular energy is consumed, for which due allowances are given depending upon the quantum of weight. It requires an allowance of 10% for force upto 2 kg. and 20% for loading weights upto 50 kg.
(iii) Light:
When lighting is below the prescribed illumination level and it is not possible to improve it, an allowance in proportion to amount of strain is allowed.
(iv) Atmospheric Condition:
Air ventilation, temperature, amount of dust or fumes available also effect the working of the workers, hence due allowances varying between 10% and 20% depending upon the atmospheric condition is allowed.
(v) Visual Strain:
Visual strain is caused by giving very close attention to the work piece or the instrument being used, as in watch making. Maximum visual strain allowance is 4% in good light and 8% under poor light conditions.
(vi) Manual Strain:
This is the strain caused by the repeated use of certain members of the body.
(vii) Mental Strain:
Mental strain is caused due to prolonged concentration or due to repeated use of certain mental faculties viz. to attend to a number of machines, as in weaving, or to do mental arithmetic.
(viii) Other Factors:
Allowances for fatigue is also required to be allowed in following cases:
(a) Loud noise, as in the use of hammers, riveting etc.
(b) Vibration, due to working of certain machines.
How to reduce Fatigue:
The effects of fatigue can be reduced by providing rest pauses at certain intervals, during which the body recovers from its exertion. During these rest periods, all the employees in a department are not permitted to work.
Properly organised rest pauses are beneficial because of the following reasons:
(i) Rest pauses increase the production without unduly tiring the workers.
(ii) Rest pauses tend to maintain the level of the operator’s performance nearer to the optimum and decreases the variation in their performance, which are otherwise caused due to fatigue, when rest pauses are not provided.
(iii) Rest pause reduces the quantum of time often taken by the workers for attending personal needs during working hours.
(iv) Workers like these rest pauses because they break-up the dullness or monotony.
2. Interference Allowance:
When one worker is attending more than one machine, then, interference is the time for which one or more machine units remain idle while attendant is occupied with the work on other machine units. The allowance provided to compensate this idleness due to interference is known as interference allowance.
3. Process Allowance:
This is an allowance provided to compensate for enforced idleness during a process. This includes loss of time due to (t) no work (ii) power failure, (iii) faulty material, (iv) faulty tools or equipment’s.
4. Contingency Allowance:
This is an allowance of time to meet legitimate, irregular and infrequent items of work or delays which cannot economically be measured correctly. It is usually taken as less than 5%.
5. Special Allowance:
These allowances are decided as a policy matter of management. These are allowed for activities which are normally not a part of the operation cycles but are essential for satisfactory performance of work.
These include for the following items:
(i) Start up
(ii) Cleaning
(iii) Shut down
(iv) Set-up
(v) Change over
(vi) Tools changing and regrinding.
Methods of Time Study:
Time study can be performed by the following methods, depending upon the accuracy required:
1. Stop Watch Method
2. Time Recording Machine, and
3. Motion Picture Camera.
1. Stop Watch Method:
Stop watch used for time study purpose should be very accurate and preferably graduated in decimals so that it can record even up to 0.01 minute. It has two hands. Large hand revolves at a speed of one revolution per minute and its dial is divided into 100 divisions.
The small hand revolves at a speed of one revolution in 30 minutes. Dial for this small hand is graduated in such a way that it enables to read up to one minute. The sketch of stop-watch is shown in Fig. 54.1.

Time study board is made up of any hard wood. Its shape is such that it rests on the waist line and offers a smooth curvature to support it with the rear arm of hand, as shown in Fig. 54.2. This board provides a place to keep the stop-watch on the right hand top corner.

In addition to the above equipment, a time study expert should keep a pencil, steel tape, a calculator etc.
Methods of Timing by Stop-Watch:
To note the time with the help of stop-watch, following systems are used:
(а) Continuous Method:
In this, the stop-watch is allowed to run continuously and at the end of each operation reading of watch is noted and written in the Time Study Record Sheet. Thus to get the time required for any particular element of operation, the previous reading is subtracted from the next reading. This method is better as it eliminates the possibilities of delay in noting the readings.
(b) Snap Back Method:
In this method, knob of stop-watch is pressed to stop it at the end of each element of operation and is again restarted after noting the time required for completing the previous operational element.
This method is generally opposed by workers because it gives lesser time in comparison to actual due to repeated stops and starts of watch.
(c) Accumulated Method:
With the help of this method direct reading of each operational element is taken by the help of two watches connected with a lever mechanism, so that when one watch is started other automatically stops. The reading of the stop watch is noted and in the meantime, when next operational element is completed the second watch is started which stops the first one to facilitate in noting the readings.
2. Time Recording Machine:
This type of machine has a paper tape, which rotates on two rollers at uniform speed. This paper tape is graduated in such a way that it gives timings in fraction of minutes. Readings can be seen and recorded through a slit provided in the casing of equipment’s. By using this machine, some errors of the stop-watch method are eliminated.
The line diagram of Time Recording Machine is shown in Fig. 54.3

3. Motion Picture Camera:
This camera as already explained is used in micro-motion study. The utility of micro motion study has already been described in the ‘Motion Study’. This camera is driven at constant speed of several ranges. Because of constant speed, time taken by each film can be calculated. Thus by knowing the number of films covered by one operational element, the exact time can be found.
For example, if camera was set at 1Q00 films per minute, i.e., each film takes 0.001 minute and if an operational element covers 68 films then time required for this operational element would be 0.001 x 68 = 0.068 minute. Thus this method is very accurate one but is used for high precision work, as this is much expensive than other methods.
Following two types of Motion Picture Cameras are in common use:
(i) Spring Driven Camera:
The speed of this camera is nearly constant and generally remains within ± 10%. Normal speed is 16 exposures per second.
(ii) Electric Motor Driven Camera:
These cameras are driven by constant speed electric motor.
These are of following types according to speed of motors:
(a) Slow speed camera. This operates at 50 or 100 frames per minute.
(b) Normal speed camera. This operates at 960 frames per minute.
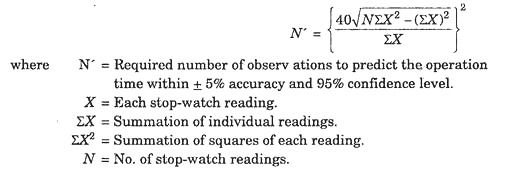
Number of Cycles to be Timed:
Time required to perform an element of an operation varies slightly from cycle to cycle. However, this variation can be reduced to some extent by using highly standardized raw material, good tools and equipment’s, good working conditions and qualified and well trained operators, but the variation cannot be avoided completely.
Time study is a sampling process, therefore large number of readings should be taken so that the results will be representative of the activity being measured and the accuracy may be obtained.
Experience have shown that 95% confidence level and ± 5% accuracy is sufficient for time study.
From Statistics, for this condition, number of cycles to be timed can be found by using the following relation:
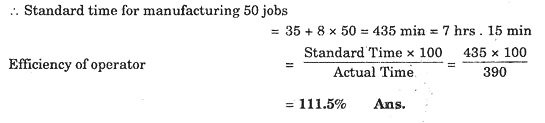
Example 1:
An operator manufactures 50 jobs in 6 hours and 30 min. If this time includes for setting his machine. Calculate the operator’s efficiency.
Standard time allowed for the job was:
Setting time = 35 min and Production time per piece = 8 min Solution.
As standard time = Set up time + Time per piece x No. of pieces produced
Example 2:
Assuming that the total observed time for an operation of assembling an electric switch is 1.00 min. If the rating is 120%, find the normal time. If an allowance of 10% is allowed for the operation, determine the standard time.
Solution:
Given:
Observed or selected time = 1.00 min.
Rating = 120%
Allowance = 10%
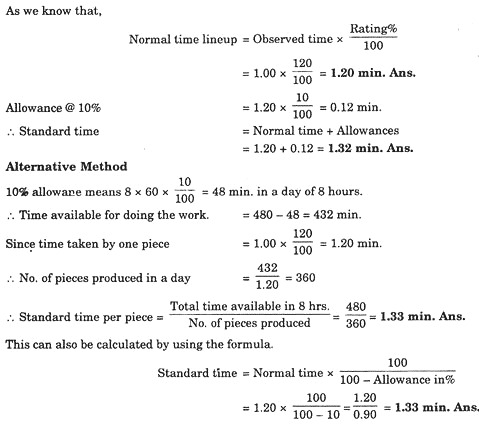
Thus we see that there is slight difference in the values calculated by both methods. Second method gives accurate values. But sometimes first method is also used being simpler.
Example 3:
Following data were obtained by a work study man from a study conducted by him.
(i) Maintenance Time:
(a) Get out and put away tools = 12.0 min/day.
(b) Cleaning of machine = 5.0 min/ day.
(c) Oiling of machine = 5.0 min/day.
(d) Replenish coolant supply = 3.0 min/day.
(ii) Interruption Time:
(a) Interruption by foreman = 5.0 min/day.
(b) Interruption by porter etc. = 4.0 min/day.
(iii) Delay time due to power failure etc. = 6.0 min/day.
(iv) Personal time = 20.0 min/day.
Calculate total allowances, total available cycle time and productive hour, considering a working day of 8 hours.
Solution:
Total allowances (sometimes also known as station time)
= Total maintenance time + Interruption time + Delay time + Personal time
= (12.0 + 5 + 5 + 3.0) + (5.0 + 4.0) + 6.0 + 20.0 = 25.0 + 9.0 + 6.0 + 20.0
= 60.0 min. i.e. one hr. per day.

Example 4:
An observer has taken few observations of an element, as shown below and now he wants to know as to how much readings should be taken for a 95% confidence level and ± 5% precision.
Individual readings in 0.01 min (X) are: 6, 5, 8, 6, 5, 5, 6.
Solution:

Thus 46 observations are required for achieving desired accuracy and confidence level.
Note:
This number is only a guiding factor. After taking 46 observations, we should again apply this formula and confirm whether we have taken the sufficient readings.
Example 5:
Find out the standard time using the following data:
Average time for machine elements = 6 min.
Average time for manual elements = 4 min.
Performance rating =110%
Allowances = 10%
Solution:

Time Study Data for Wage Incentives:
Time study is used to determine the time required to perform the job. With the help of work study, method of doing a job is decided. The time study is applied to determine the standard time to be taken by an average worker.
So with the help of time and motion study workers’ wages can be fixed. Similarly time study data are utilized to design incentive schemes so that an employee is paid a reward in addition to the hourly rate. The schemes are based on work measurement data which must of course be obtained by proper application of the appropriate techniques.
These incentive schemes provide a tool to management for increase in the output and a sound basis of labour control. They can produce dynamic improvement in labour turnover, absenteeism and industrial relations etc.
Productivity Bargaining:
Productivity bargaining (or agreement) tries to link the basis for calculating wages with work done. For this agreement, the employer and the employee negotiate on the basis of fair wage for the work to be done, thus they link the wages with the work.
Following are some of the important aims of productivity bargaining:
1. More efficiency, hence reduced labour costs per unit of production.
2. Better utilization of plant and machinery.
3. Reduction of the idle timings.
4. Reduction in restriction practices (i.e. delaying tactic’s in production.)
Benefits to both the sides (i.e. employer and employee), since the bargaining is made on a mutual footing.
In present circumstances a great necessity is being experienced in our country for linking the wages with work done. This can be implemented by mutual agreements between the trade unions and the respective concerns. Hence as a first step, it is necessary to create an appropriate environment for the productivity bargaining.
Collective Bargaining:
The productivity bargaining is a part of the collective bargaining. Collective bargaining is the process of direct negotiation on a collective or group basis between the representatives of the employers and those of employees for the settlement of disputes.
The mutual rights and obligations of both parties are agreed between themselves through negotiations in the form of an agreement or contract, which is legally binding on them.
Some of the matters are generally dealt through the collective bargaining are:
1. Recognition of the union.
2. Workers’ participation in management.
3. Wages and other benefits.
4. Procedure for disciplinary actions.
5. Accidents and safety.
6. Hours of employment including holidays, leaves, absence, intervals etc.
7. Pension, sickness and medical facilities.
8. Policy for promotion, transfer etc.